
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РЕШЕТКИ ВЕНТИЛЯЦИОННЫЕ
ПЛАСТМАССОВЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 13448-82
ГОСУДАРСТВЕННЫЙ СТРОИТЕЛЬНЫЙ КОМИТЕТ СССР
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
РЕШЕТКИ ВЕНТИЛЯЦИОННЫЕ ПЛАСТМАССОВЫЕ Технические условия Plastic ventilation grills. Specifications |
ГОСТ Взамен |
Постановлением Государственного комитета СССР по делам строительства от 18 марта 1982 г. № 55 срок введения установлен
с 01.01.83
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на пластмассовые вентиляционные решетки с монтажной регулировкой «живого сечения» и без регулировки, изготовляемые методом литья под давлением.
Решетки предназначены для установки на вытяжных вентиляционных каналах жилых и общественных зданий и вспомогательных зданий промышленных предприятий.
Применение решеток в условиях их возможного нагрева свыше 50 °С не допускается.
Материал решеток относится к группе горючих.
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Типы, основные параметры и размеры решеток должны соответствовать указанным в таблице и на черт. 1 - 4.
|
Обозначение типа решеток |
Код ОКП |
Размеры, мм |
Коэффициент «живого сечения» |
Масса решетки (справочная), кг |
|
|
Длина, ширина |
Внутренняя часть рамки (в свету) |
||||
|
РВП1 |
48 63630401 |
315´300 |
296´250 |
0,74 |
0,420 |
|
РВП2 |
48 63630404 |
250´250 |
200´200 |
0,76 |
0,210 |
|
РВП3 |
48 63630407 |
250´170 |
200´120 |
0,65 |
0,093 |
|
РВП4 |
48 63630410 |
190´190 |
Æ 140 |
0,74 |
0,085 |
Примечание. Коэффициент «живого сечения» - отношение свободной площади проема решетки для прохода воздуха к габаритной площади проема.
Решетка типа РВП1
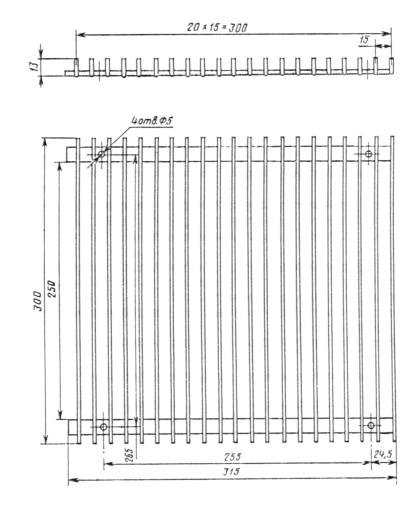
Черт. 1
Решетка типа РВП2

Черт. 2
Решетка типа РВП3

Черт. 3
Решетка типа РВП4
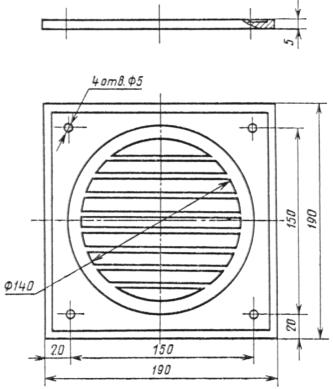
Черт. 4
1.2. Решетка типа РВП2 предусматривает возможность монтажной регулировки «живого сечения».
Решетки типов РВП1, РВП3, РВП4 - с постоянным «живым сечением».
1.3. Допускается по соглашению изготовителя с потребителем выпускать решетки типов РВП2; РВП3; РВП4 с другим рисунком внутренней части решетки. При этом коэффициент «живого сечения» должен соответствовать значению, указанному в таблице.
1.4. По соглашению изготовителя с потребителем решетки типов РВП2, РВП3 и РВП4 могут быть изготовлены без отверстий для крепления. При этом на поверхности решеток с нелицевой стороны по периметру должна быть рельефная сетка шириной 15 мм с высотой рельефа 0,12 - 0,15 мм.
1.5. Условное обозначение решетки должно состоять из обозначения типа, марки материала, цвета и обозначения настоящего стандарта.
Пример условного обозначения решетки вентиляционной пластмассовой типа РВП1, изготовляемой из блочного полистирола марки ПСМ, белого цвета:
РВП1-ПСМ - белая ГОСТ 13448-82
То же, типа РВП4, изготовляемой из ударопрочного полистирола марки УПМ-0503, зеленого цвета:
РВП4-УПМ-0503 - зеленая ГОСТ 13448-82
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Решетки должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, технологическому регламенту и эталонным образцам, утвержденным в установленном порядке.
2.2. Решетки должны изготовляться из блочного полистирола марок ПСМ-115 и эмульсионного марок ПСЭ-2 по ГОСТ 20282-86.
Допускается изготовление решеток из ударопрочного полистирола марок УПМ-03Л; УПМ-0503; УПМ-0508; УПМ-0612; УПМ-0703Л; УПС-0505 и УПС-0704Л по нормативно-технической документации, утвержденной в установленном порядке.
2.3. На поверхности решетки не должно быть трещин, вздутий и наплывов, кромки решетки должны быть равными, без заусенцев и щербин, на лицевой стороне не должно быть царапин, видимых с расстояния 1 м от поверхности решетки.
2.4. Литники и облои не допускаются. Следы от среза литников и выталкивателей не должны превышать по высоте или глубине 0,2 мм.
2.5. Предельные отклонения размеров решетки не должны превышать:
по длине и ширине ±1,5 мм
по толщине ±0,3 мм
2.6. Стороны решетки должны быть взаимно перпендикулярны. Отклонение от перпендикулярности сторон не должно превышать 0,3 мм на 100 мм длины.
2.7. Отклонение от плоскостности нелицевой поверхности решетки не должно превышать 1 мм.
2.8. Цвет решетки и рисунок внутренней части решетки должны соответствовать цвету и рисунку эталонного образца, утвержденного в установленном порядке.
2.9. Решетка должна быть теплостойкой. При нагревании решетки до температуры 50 °С она должна сохранять форму и размеры.
2.10. Решетки не должны выделять во внешнюю среду вредные вещества в количествах, превышающих допустимые уровни (ДУ), утвержденные Минздравом СССР.
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
3.1. При изготовлении решеток содержание вредных веществ в воздухе рабочей зоны не должно превышать установленных предельно-допустимых концентраций, указанных в ГОСТ 12.1.005-76.
3.2. Технологические процессы изготовления решеток должны соответствовать требованиям ГОСТ 12.3.002-75.
3.3. Вентиляционные системы помещений производства решеток должны соответствовать требованиям ГОСТ 12.4.021-75.
3.4. Производственное оборудование должно соответствовать требованиям ГОСТ 12.2.003-74.
3.5. При изготовлении и хранении решеток пожарная безопасность должна быть обеспечена в соответствии с требованиями ГОСТ 12.1.004-85.
4. ПРАВИЛА ПРИЕМКИ
4.1. Решетки должны быть приняты партиями. Партией считают количество решеток одного типа, изготовленных из одного материала в течение смены и сопровождаемое одним документом о качестве.
4.2. Для проверки соответствия решеток, требованиям настоящего стандарта от партии отбирают 1 % решеток, но не менее 10 шт.
4.3. Цвет, рисунок внутренней части, показатели, внешнего вида и маркировку решетки проверяют в каждой партии.
4.4. Проверку размеров, перпендикулярности, плоскостности, теплостойкости решеток, их упаковку и маркировку транспортной тары проводят один раз в месяц или при изменении материала, или технологического регламента, или замене прессформы.
4.5. При неудовлетворительных результатах проверки хотя бы по одному показателю, по этому показателю проводят повторную проверку удвоенного числа решеток, отобранных от той же партии.
Результаты повторной проверки считают окончательными и распространяют на всю партию.
4.6. Концентрацию вредных веществ, выделяющихся из решеток, определяют при каждом изменении материалов, но не реже одного раза в год.
4.7. Потребитель имеет право проводить контрольную проверку решеток, соблюдая при этом приведенный порядок отбора образцов и применяя указанные ниже методы контроля.
5. МЕТОДЫ КОНТРОЛЯ
5.1. Размеры, перпендикулярность, плоскостность, внешний вид и теплостойкость решетки проверяют при температуре (20±2) °С после предварительного выдерживания ее при этой температуре не менее 4 ч.
5.2. Качество решетки по показателям внешнего вида (п. 2.3) определяют визуально с расстояния 1 м при освещенности не менее 200 лк.
5.3. Размеры решетки проверяют штангенциркулем по ГОСТ 166-80 с погрешностью 0,1 мм.
Длину и ширину решетки измеряют посередине в двух взаимно перпендикулярных направлениях.
5.4. Отклонение от перпендикулярности сторон решетки проверяют поверочным угольником 90° по ГОСТ 3749-77 и щупом по ГОСТ 882-75 с погрешностью 0,1 мм. Угольник прикладывают к каждому углу решетки и щупом измеряют величину зазора между самой отдаленной точкой кромки решетки и угольником.
5.5. Отклонение от плоскостности нелицевой поверхности решетки проверяют щупом по ГОСТ 882-75 с погрешностью 0,1 мм. Измеряют значение наибольшего зазора по периметру решетки, уложенной на поверочную плиту по ГОСТ 10905-86 под нагрузкой 5 Н, приложенной в центре решетки.
5.6. Для проверки теплостойкости решетки ее помещают в вертикальном положении в лабораторный сушильный шкаф с терморегулятором или в ванну с водой и выдерживают при температуре (50±1) °С в течение 20 мин. Затем решетку вынимают и на 30 мин оставляют на воздухе при температуре (20±2) °С. После этого решетку подвергают повторному контролю размеров и плоскостности.
5.7. Концентрации вредных веществ, выделяющихся из решеток, и их санитарно-гигиеническую оценку определяют в соответствии с «Методическими указаниями по санитарно-гигиеническому контролю полимерных строительных материалов, предназначенных для применения в строительстве жилых и общественных зданий», утвержденными Минздравом СССР, № 2158-80 от 28 марта 1980 г.
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. На каждой решетке с нелицевой стороны должны быть нанесены товарный знак предприятия-изготовителя и обозначение типа решетки по настоящему стандарту.
Способ исполнения маркировки - литьем.
6.2. Решетки упаковывают в ящики из гофрированного картона по ГОСТ 13841-79 или деревянные ящики по ГОСТ 2991-85.
6.3. Масса одного грузового места при упаковке решеток в ящик из картона не должна превышать 16 кг, при упаковке в деревянный ящик - не должна превышать 50 кг.
6.4. Маркировка транспортной тары должна производиться по ГОСТ 14192-77 с нанесением манипуляционного знака «Осторожно, хрупкое» и следующих дополнительных данных:
наименование организации, в подчинении которой находится предприятие-изготовитель;
наименование и адрес предприятия-изготовителя или его товарный знак;
условное обозначение решеток по настоящему стандарту;
число решеток;
номер партии и дата изготовления.
6.5. Предприятие-изготовитель должно сопровождать каждую отгружаемую партию решеток документом установленной формы, в котором указывают:
наименование организации, в подчинении которой находится предприятие-изготовитель;
наименование и адрес предприятия-изготовителя;
условное обозначение решеток по настоящему стандарту;
номер партии и дату изготовления;
число решеток;
гарантийный срок хранения;
отметку ОТК предприятия-изготовителя.
6.6. Решетки транспортируют любым видом транспорта при условии защиты их от воздействия атмосферных осадков и сохранения целостности упаковки.
6.7. Решетки следует хранить в упакованном виде в закрытом сухом помещении при температуре не ниже 0 °С на расстоянии не менее 1 м от отопительных приборов.
6.8. Решетки, поступающие к потребителю при температуре наружного воздуха ниже 0 °С, следует распаковывать и выдерживать в помещении не менее 2 сут при соблюдении правил хранения согласно п. 6.7.
7. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
7.1. Регулировка «живого сечения» решетки типа РВП2 должна осуществляться при помощи пластины из прокладочного картона марки А по ГОСТ 9347-74 или термоизоляционного картона по ГОСТ 20376-74 толщиной 1 - 2 мм и шириной 215 - 220 мм. Длину пластины определяют при регулировке вентиляционной системы.
В комплект поставки предприятия-изготовителя регулировочная пластина не входит.
7.2. Загрязнения с поверхности решетки следует удалять мягкой тканью, смоченной теплой водой или мыльным раствором.
8. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
8.1. Изготовитель гарантирует соответствие пластмассовых вентиляционных решеток требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и указаний по эксплуатации. Гарантийный срок хранения решеток - 2 года с момента изготовления.
СОДЕРЖАНИЕ
|
1. Типы, основные параметры и размеры.. 1 6. Маркировка, упаковка, транспортирование и хранение. 6 |