МИНИСТЕРСТВО ЭНЕРГЕТИКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
УТВЕРЖДЕНО |
|
Приказом |
|
Минэнерго России |
|
от 30.06.2003 г. № 269 |
ИНСТРУКЦИЯ
ПО ПОРЯДКУ
ПРОДЛЕНИЯ СРОКА СЛУЖБЫ
БАРАБАНОВ КОТЛОВ
ВЫСОКОГО ДАВЛЕНИЯ
СО 153-34.17.442-2003
Москва![]() 2004
2004
Вводится
в действие
с 30 июня 2003 г.
Настоящая Инструкция (СО 153-34.17.442-2003) распространяется на барабаны котлов высокого давления (10,0 и 14,0 МПа) и устанавливает назначенный срок службы (парковый ресурс) барабанов котлов высокого давления, определяет основные мероприятия и порядок проведения технического диагностирования, а также нормы и критерии оценки качества элементов барабанов при продлении их срока службы после выработки паркового ресурса.
Настоящая Инструкция предназначена для предприятий отрасли электроэнергетики и может быть использована на предприятиях других отраслей, эксплуатирующих барабанные котлы высокого давления.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящая Инструкция устанавливает парковый ресурс барабанов котлов высокого давления (р = 10,0; 14,0 МПа) и определяет основные требования к правилам продления срока их службы после его выработки.
1.2. Инструкция имеет своей целью обеспечить единую систему выполнения технического диагностирования барабанов при достижении ими паркового ресурса (зоны, методы и объемы контроля, нормы оценки качества основных элементов барабана) и оформления материалов по продлению срока их службы.
1.3. Техническое диагностирование проводится для оценки состояния барабана и определения возможности, условий и параметров его дальнейшей эксплуатации.
1.4. Оценка качества элементов барабана проводится согласно настоящей Инструкции и действующих нормативных документов.
1.5. Барабан считается пригодным к дальнейшей эксплуатации, если по результатам технического диагностирования и расчетов на прочность состояние его элементов удовлетворяет требованиям нормативных документов.
1.6. В пределах паркового ресурса контроль металла элементов барабана проводится в соответствии с «Типовой инструкцией по контролю металла и продлению срока службы основных элементов турбин и трубопроводов тепловых электростанций», утвержденной Постановлением Госгортехнадзора России № 94 от 18.06.2003 г. и зарегистрированной Минюстом России № 4748 от 19.06.2003 г.
2. ПАРКОВЫЙ РЕСУРС БАРАБАНА
2.1. Парковый ресурс барабанов, установленный в зависимости от марки стали, конструктивных и эксплуатационных особенностей, приведен в таблице.
Парковый ресурс барабанов котлов высокого давления
|
Рабочее давление котла, МПа |
Контрольная группа |
Конструктивные особенности котла |
Марка стали барабана |
Парковый ресурс, тыс. ч |
Примечания |
|
10,0 |
1А |
Двухбарабанные |
Стали 20, 20Б, 15К, 16К, 18К, 20К, 22К, 15М, 16М, 15ГСМФ |
250,0 |
|
|
1Б |
-»- |
То же |
200,0 |
См. п. 2.3 |
|
|
2А |
Однобарабанные |
Стали 20, 20Б, 15К, 16К, 18К, 20К, .22К, 15М, 16М, 15ГСМФ |
300,0 |
|
|
|
2Б |
-»- |
То же |
250,0 |
См. п. 2.3 |
|
|
14,0 |
3А |
Однобарабанные и двухбарабанные |
Сталь 16ГНМ |
250,0 |
|
|
3Б |
То же |
То же |
200,0 |
См. п. 2.3 |
|
|
4А |
Однобарабанные |
Сталь 16ГНМА |
300,0 |
|
|
|
4Б |
-»- |
То же |
250,0 |
См. п. 2.3 |
|
|
10,0 - 14,0 |
5А |
Барабаны котлов импортной поставки |
|
Назначается индивидуально по согласованию в установленном порядке |
|
2.2. При обнаружении сквозных трещин парковый ресурс барабана считается исчерпанным.
2.3. Барабаны относятся к контрольным группам с индексом «Б», если при ранее выполненном контроле был отмечен хотя бы один из следующих показателей повреждаемости барабана:
- барабан имеет наплавку аустенитными электродами не менее 20 % (но не менее 3 шт.) трубных отверстий и (или) мостиков в любой из групп отверстий одноименного назначения, и (или) не менее 5 наплавок на внутренней поверхности обечаек и (или) днищ, и (или) не менее 20 % штуцеров одноименного назначения, приваренных аустенитными электродами;
- хотя бы один из мостиков между отверстиями поражен трещинами на участках, составляющих в сумме не менее половины его длины;
- барабан имеет выход расслоения металла на поверхность трубных и (или) лазовых отверстий;
- барабан имеет ремонтные заварки на 25 % протяженности отдельного продольного или кольцевого основного сварного соединения или на 10 % суммарной протяженности продольных и кольцевых основных сварных соединений;
- барабан имеет ремонтные заварки в швах приварки внутрибарабанных устройств на 15 % суммарной протяженности проконтролированных швов.
3. ПОРЯДОК ПРОДЛЕНИЯ ЭКСПЛУАТАЦИИ БАРАБАНА СВЕРХ ПАРКОВОГО РЕСУРСА
3.1. Эксплуатация барабана сверх паркового ресурса продлевается на основании:
- положительных результатов технического диагностирования;
- положительных результатов расчетов на прочность и остаточного ресурса.
3.2. Техническое диагностирование барабана проводится в соответствии с разделами 4 и 5 настоящей Инструкции.
3.3. Расчет на прочность и расчет остаточного ресурса выполняется на основании результатов технического диагностирования в соответствии с нормативными документами по расчету на прочность и методическими указаниями по оценке ресурса металла барабана котла, приведенными в приложении 1.
4. ОРГАНИЗАЦИЯ ПРОВЕДЕНИЯ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ БАРАБАНА
4.1. Организация работ по проведению технического диагностирования барабана осуществляется предприятием-владельцем котла.
4.2. Котел, на котором установлен барабан, подлежащий техническому диагностированию, выводится из работы. Барабан необходимо освободить от заполняющей среды и охладить.
4.3. Внутрибарабанные устройства и при необходимости тепловая изоляция удаляется для обеспечения доступа ко всем элементам барабана, его внутренняя и наружная поверхности очищается от загрязнений и подготавливается к техническому диагностированию в соответствии с применяемыми методами контроля.
4.4. Владелец котла (предприятие, имеющее право на эксплуатацию котла) предоставляет всю необходимую техническую и эксплуатационную документацию организации, проводящей диагностирование барабана.
5. ПРОВЕДЕНИЕ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ БАРАБАНА
Техническое диагностирование барабана включает:
- анализ технической документации;
- контроль металла элементов барабана;
- анализ результатов контроля;
- определение возможности, условий и параметров дальнейшей эксплуатации барабана;
- оформление результатов.
5.1. Анализ технической документации
5.1.1. Анализ технической и эксплуатационной документации проводится для ознакомления с конструктивными особенностями, материалами, технологией изготовления и условиями эксплуатации барабана, а также для выявления мест и возможных причин образования дефектов в материале элементов барабана в результате эксплуатации.
5.1.2. Анализ технической и эксплуатационной документации включает:
- анализ сертификатных данных для выявления соответствия марки стали, механических свойств и химического состава металла элементов барабана проектным данным;
- анализ конструктивных особенностей барабана и технологии его изготовления;
- анализ условий эксплуатации барабана. Особое внимание должно быть обращено на характеристики и количество нестационарных режимов, отклонение по водно-химическому режиму, условия консервации и возможность развития стояночной коррозии, а также другие факторы, способствующие образованию и развитию дефектов в металле барабана;
- анализ результатов штатного контроля металла элементов барабана и оценку интенсивности развития дефектов в металле, а также анализ сведений о ремонтах, заменах и реконструкциях элементов барабана и результатов технических освидетельствований и гидравлических испытаний за весь период эксплуатации.
5.2. Контроль металла элементов барабана
5.2.1. Типовая программа, предусматривающая базовый объем контроля металла элементов барабана, приведена в приложении 2.
5.2.2. Типовой программой предусмотрены следующие методы неразрушающего контроля:
ВК - визуальный контроль;
ИК - измерительный контроль;
ЦД - цветная дефектоскопия;
МПД - магнитопорошковая дефектоскопия;
УЗК - ультразвуковой контроль;
ТР - травление;
УЗТ - ультразвуковая толщинометрия;
ТВ - измерение твердости;
РП - исследование микроструктуры металла методом реплик или сколов;
АЭ - акустическая эмиссия.
5.2.3. При разрушающем контроле проводится исследование металла вырезки (ИМ).
5.2.4. На основании типовой программы, опыта эксплуатации и результатов ранее выполненных проверок барабана разрабатывается индивидуальная программа технического диагностирования барабана, объем контроля в которой может быть изменен относительно типовой.
5.2.5. Контроль на наличие поверхностных и подповерхностных дефектов допускается проводить методом вихретоковой дефектоскопии взамен магнитопорошковой или цветной дефектоскопии по методике, утвержденной в установленном порядке.
5.2.6. Методические указания по проведению контроля металла элементов барабана приведены в приложении 3.
5.3. Анализ результатов контроля и нормы (критерии) оценки качества
5.3.1. Основные элементы барабана должны удовлетворять требованиям действующих нормативных документов, включая нормативные документы по расчету на прочность.
5.3.2. Дефекты, обнаруженные в элементах барабана при неразрушающих методах контроля, оцениваются согласно требованиям нормативных документов.
5.3.3. Отклонение среднего диаметра барабана от номинального, овальность барабана и отклонение от прямолинейности образующих обечаек барабана должны соответствовать требованиям нормативной документации при изготовлении барабана.
5.3.4. Возможность эксплуатации барабана обосновывается специальным расчетом на прочность в следующих случаях:
- отклонение среднего диаметра барабана от номинального значения в большую сторону превышает 1,0 %;
- овальность барабана превышает 1,0 %;
- отклонение от прямолинейности образующих обечаек превышает 2,0 мм на каждый метр длины обечайки.
5.3.5. Значения твердости металла основных элементов барабана по данным измерения переносными приборами должны находиться в следующих пределах:
- специальные стали;
15М, 16М, 20, 15К;
16К, 18К, 20К, 22К = 120 - 180 НВ;
- 16ГНМ и 16ГНМА = 130 - 190 НВ.
5.3.6. Структура металла по результатам металлографического исследования металла сколов, реплик или вырезок не должна иметь аномальных изменений по сравнению с требованиями к исходному состоянию.
5.3.7. Механические свойства металла основных элементов барабана должны соответствовать требованиям нормативных документов на изготовление барабана и (или) требованиям, изложенным ниже.
5.3.7.1. Испытания при комнатной температуре:
- значения прочностных характеристик металла не должны отличаться более чем на 5,0 % в меньшую сторону от значений, регламентированных нормативными документами;
- отношение условного предела текучести металла к его временному сопротивлению разрыва не должно быть более 0,75 для углеродистых сталей и 0,8 для легированных сталей;
- относительное удлинение металла должно быть не менее 16,0 %;
- ударная вязкость металла на образцах с острым надрезом должна быть не менее 25,0 Дж/см;
- критическая температура хрупкости металла должна быть не более 40 °С.
5.3.7.2. Испытания при эксплуатационной температуре:
- значения условного предела текучести металла для углеродистых и легированных сталей должны быть не менее значений, регламентированных нормативными документами на изготовление барабана.
5.4. Определение возможности, условий и параметров эксплуатации барабана сверх паркового ресурса
5.4.1. Возможность, условия и параметры эксплуатации барабана сверх паркового ресурса определяются на основании результатов технического диагностирования, расчетов на прочность и остаточного ресурса, а также гидравлического испытания.
5.4.2. Необходимым условием возможности эксплуатации барабана сверх паркового ресурса на расчетных параметрах является соответствие его элементов требованиям условий прочности, установленных нормативными документами.
5.4.3. Если по условиям прочности элементы барабана из-за утонения стенки или каких-либо других повреждений, а также из-за снижения механических свойств металла не выдерживают расчетное давление, продление срока службы барабана возможно при установлении пониженных, с учетом требований норм расчета на прочность, параметров. После ремонта, полной или частичной замены элементов барабана, не удовлетворяющих условиям прочности, а также после восстановления механических свойств металла возможна эксплуатация барабана на расчетных параметрах.
5.5. Оформление результатов
5.5.1. На выполненные при техническом диагностировании работы предприятие, их проводившее, оформляет «Заключение о техническом диагностировании барабана после выработки паркового ресурса», которое включает следующие разделы:
5.5.1.1. Данные об организации, проводившей техническое диагностирование: наименование, название и номер лицензии. Фамилия, должность (квалификация) лиц, проводивших техническое диагностирование. Даты начала и окончания технического диагностирования.
5.5.1.2. Основные данные о котле, барабане, анализ технической документации. Паспортные данные котла и барабана: наименование изготовителя, заводские и регистрационные номера, даты изготовления, дата ввода в эксплуатацию, расчетные параметры среды, сведения об основных элементах барабана (геометрические размеры, материал, способ соединения, сертификаты на материал), время наработки, число пусков и других нестационарных режимов, рабочие и разрешенные параметры, результаты штатного контроля металла (зоны контроля и обнаруженные дефекты нанести на формуляр развертки барабана), технических освидетельствований, ремонтов и реконструкций за весь период эксплуатации.
5.5.1.3. Методы контроля. Подробное описание зон, методов и объемов контроля металла элементов барабана.
5.5.1.4. Результаты технического диагностирования, в которых приводятся:
- типы (марки) испытательного оборудования и дефектоскопической аппаратуры с данными о госповерке;
- сведения о квалификации дефектоскопистов;
- сведения о нормативных документах, в соответствии с которыми проводился контроль;
- данные о состоянии наружных и внутренних поверхностей основных элементов, сведения о дефектах основного металла и сварных швов, обнаруженных при визуальном и измерительном контроле, а также методами неразрушающего контроля;
- результаты измерений геометрических размеров основных элементов;
- результаты по ультразвуковому контролю толщины стенки основных элементов;
- результаты измерения твердости металла основных элементов;
- результаты исследования микроструктуры металла методами сколов или реплик (при необходимости);
- данные о гидравлическом испытании.
Результаты по всем видам контроля оформляются актами, протоколами и таблицами. Графическое изображение результатов контроля наносится на формуляр развертки барабана, прилагаемый к заключению.
5.5.1.5. Выводы о возможности, условиях и параметрах дальнейшей эксплуатации барабана.
Приложение 1
МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО ОЦЕНКЕ РЕСУРСА МЕТАЛЛА БАРАБАНА
Условные обозначения:
σа - амплитуда напряжений, МПа;
∆Т - перепад температуры, °С;
αT - коэффициент линейного расширения, град-1;
ЕT - модуль упругости при температуре T, МПа;
![]() - предел прочности при температуре T, МПа;
- предел прочности при температуре T, МПа;
ψT - относительное сужение при температуре T, %;
D - паропроизводительность котла, кг/ч;
m - величина непрерывной продувки котловой воды;
Vвд - водяной объем котла, м3;
V1 - удельный объем кипящей воды, м3/кг;
ω - частота термоциклирования барабана на стационарном режиме, ч-1;
N - число циклов до разрушения для заданного циклического режима;
r - коэффициент асимметрии цикла.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящие Методические указания (МУ) определяют схему, основные этапы и исходные данные для оценки ресурса металла барабана в условиях нестационарного эксплуатационного нагружения.
1.2. Основным фактором исчерпания ресурса металла барабана и накопления повреждений, образования и развития трещин является развитие процесса коррозионной усталости в зонах конструктивных концентраторов напряжений, определяемое спектром служебных циклических нагрузок, воздействием коррозионной среды, наличием дефектов, состоянием и изменением прочностных и пластических свойств металла в процессе эксплуатации, а также конструктивными особенностями и условиями эксплуатации конкретного барабана.
1.3. Цель применения настоящей методики заключается в определении состояния барабана по уровню накопленной повреждаемости металла (НПМ) и оценки стадии процесса накопления и развития повреждений: докритической (стадии зарождения трещин) или износовой (стадии массового образования трещин).
1.4. Расчет величины НПМ для критической (по уровню действующих напряжений и влияния коррозионной среды) зоны с учетом комплекса конструктивных и эксплуатационных факторов является базой для определения возможности и условий дальнейшей эксплуатации барабана и его дополнительного служебного ресурса.
2. ДИФФЕРЕНЦИАЦИЯ НЕСТАЦИОНАРНЫХ РЕЖИМОВ И РАСЧЕТ ВЕЛИЧИНЫ ЦИКЛИЧЕСКИХ НАПРЯЖЕНИЙ
2.1. В качестве основных циклических режимов работы котельных барабанов, обуславливающих НПМ от воздействия коррозионной усталости, принимаются:
- тепловые удары;
- гидравлические испытания и опрессовки котла при рабочем давлении;
- гидравлические испытания при давлении 1,25 рабочего;
- температурные колебания стенки барабана при работе котла на стационарном режиме.
2.2. Под тепловым ударом понимаются режимы со скачкообразным изменением температуры среды в барабане (например, разрыв экранной трубы, заполнение водой неостывшего барабана или заполнение холодного барабана водой через экономайзер), которое характеризуется быстрым изменением температуры стенки барабана.
2.3. При необходимости должны выделяться дополнительные группы режимов, требующие совместного учета нагружающих факторов (например, при разрыве экранной трубы от совместного действия температурных напряжений и напряжений от внутреннего давления в конкретном временном интервале).
2.4. Количество пусков - остановов, тепловых ударов и гидроиспытаний при давлении 1,25 рабочего, а также других циклических режимов устанавливается по эксплуатационной документации. При отсутствии данных по количеству тепловых ударов и гидравлических испытаний (опрессовок) при рабочем давлении оно принимается равным соответственно 0,08 и 1,0 от числа пусков - остановов.
2.5. Частота термоциклирования барабана ω в период работы котла на стационарном режиме определяется перемешиванием в барабане котловой и питательной воды и связывается с параметром интенсивности смены воды в котле:
|
|
(1) |
Для основных типов энергетических барабанных котлов ω изменяется в пределах: 2,9 ... 11,4 ч-1.
Помимо этого необходим учет термических колебаний среды в барабане в период его пуска, число которых при отсутствии конкретных данных может быть принято равным 40 за один пуск.
2.6. Амплитуда действующих при пуске-останове котла и его гидроиспытаниях напряжений вычисляется согласно нормативным документам, при этом необходим учет конкретных скоростей нагрева (охлаждения) барабана при пуске-останове, а также условий суммирования температурных напряжений и напряжений от внутреннего давления. При отсутствии конкретных данных скорость нагрева (охлаждения) барабана принимается равной 5,0 °С/мин.
2.7. Амплитуда напряжений при тепловом ударе определяется по формуле
Аналогичным образом вычисляется и амплитуда напряжений при термоциклировании барабана в условиях пуска котла и при его работе на номинальных параметрах.
2.8. При отсутствии данных для тепловых ударов перепад температуры среды, омывающей стенку барабана, принимается равным 100 °С, а при термоциклировании - 20 °С.
3. РАСЧЕТ УСТАЛОСТНЫХ ХАРАКТЕРИСТИК МЕТАЛЛА
3.1. Характеристики усталостной долговечности металла барабана определяются в диапазоне чисел циклов нагружения 1012 по соотношению
|
|
(3) |
где n - коэффициент запаса;
m1 и m2 - характеристики материала;
r - коэффициент асимметрии нагружения;
А и В - константы, определяемые механическими свойствами материала.
3.2. Коэффициент асимметрии цикла r = σmin/σmax определяется для каждой группы нестационарных режимов, если r < -1 и r > 1, то в расчете принимается r = -1.
3.3. Константы А и В уравнения (3) определяются соотношениями:
|
|
(4) |
|
|
(5) |
3.4. Характеристики материала барабана m1 и m2 определяются как:
m1 = 0,5;
m2 = 0,132lg(2,5 + 0,035ψT).
3.5. Наименьшее значение коэффициента запаса n принимается для барабанов из сталей 22К и 16ГНМА равным 2, а для барабанов из стали 16ГНМ - равным 3. Интенсивное влияние коррозионной среды на усталостную прочность металла барабана может быть учтено увеличением коэффициента запаса до 3 - для барабанов из стали 22К и 16ГНМА и до 4 - для барабанов из стали 16ГНМ.
3.6. Значения ![]() и
и ![]() должны учитывать изменение свойств
металла барабана в процессе эксплуатации. В случае отсутствия данных о
механических свойствах металла барабана при условии соответствия уровня
твердости требованиям раздела 5 настоящей Инструкции для температуры стенки барабана до
350 °С принимаются следующие значения механических характеристик:
должны учитывать изменение свойств
металла барабана в процессе эксплуатации. В случае отсутствия данных о
механических свойствах металла барабана при условии соответствия уровня
твердости требованиям раздела 5 настоящей Инструкции для температуры стенки барабана до
350 °С принимаются следующие значения механических характеристик:
- для стали 22К: ![]() = 390 МПа, ψT
= 40 %;
= 390 МПа, ψT
= 40 %;
- для стали 16ГНМА: ![]() = 460 МПа, ψT = 50 %;
= 460 МПа, ψT = 50 %;
- для стали 16ГНМ: ![]() = 460 МПа, ψT = 40 %.
= 460 МПа, ψT = 40 %.
Для этого уровня механических свойств металла на рис. П1.1, П1.2 и П1.3 приведены усталостные кривые для сталей 22К, 16ГНМА и 16ГНМ, учитывающие изменение коэффициента r в пределах 0,5 - 0,8.
4. РАСЧЕТ НАКОПЛЕННОЙ ПОВРЕЖДАЕМОСТИ МЕТАЛЛА И КРИТЕРИИ ОПРЕДЕЛЕНИЯ ДОПОЛНИТЕЛЬНОГО РЕСУРСА ЭКСПЛУАТАЦИИ БАРАБАНА
4.1. Суммарная величина НПМ для различных нестационарных режимов составляет:
|
|
(6) |

где k - общее число нестационарных режимов;
ni - общее число циклов i-того режима за время эксплуатации;
Ni - допустимое число циклов для i-того режима по уравнению (3).
4.2. С учетом пп. 2.4 и 2.5 уравнение (6) может быть записано в виде:
|
|
(7) |
где nпо - число пусков-остановов барабана;
Nпо, Nту, Nги, Nт - число циклов N по уравнению (3) или по соответствующим кривым усталости (рис. П1.1 - П1.3) для режимов пусков-остановов, теплового удара, гидроиспытаний и температурных колебаний соответственно.
4.3. При расчете N по уравнению (3) для циклических режимов, связанных с перепадами давления и изменениями других силовых факторов, необходимо учитывать эффективный коэффициент концентрации напряжений для рассматриваемой конструктивной зоны барабана. Он должен оцениваться согласно рекомендациям и для зоны отверстий водоопускных труб может быть принят равным 3.
4.4. Если при расчете по соотношению (6) А < 1, то стадия НПМ является докритической и в связи с конкретным значением параметра А имеется возможность продления ресурса барабана при его эксплуатации с прогнозируемой интенсивностью основных циклических режимов следующим образом:
- при А < 0,8, - до 50,0 тыс. ч дополнительно;
- при 0,8 < А < 1 - до 25,0 тыс. ч дополнительно.
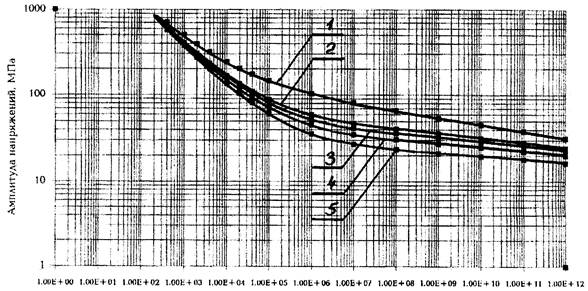
Рис. П1.1. Кривая усталости для стали 22К:
1 - 5 - долговечность, циклы (1 - r = -1; 2 - r = 0,5; 3 - r = 0,6; 4 - r = 0,7; 5 - r = 0,8)

Рис. П1.2. Кривая усталости для стали 16ГНМА:
1 - 5 - долговечность, циклы (1 - r = -1; 2 - r = 0,5; 3 - r = 0,6; 4 - r = 0,7; 5 - r = 0,8)

Рис. П1.3. Кривая усталости для стали 16ГНМ:
1 - 5 - долговечность, циклы (1 - r = -1; 2 - r = 0,5; 3 - r = 0,6; 4 - r = 0,7; 5 - r = 0,8)



