СОСУДЫ
ЭНЕРГОМАШИНОСТРОЕНИЯ
ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
К ИЗГОТОВЛЕНИЮ
СТО
ЦКТИ 10.004-2007
Санкт-Петербург
2007
Предисловие
1 РАЗРАБОТАН открытыми акционерными обществами:
«Научно-производственное объединение по исследованию и
проектированию энергетического оборудования им. И.И. Ползунова» (ОАО «НПО
ЦКТИ»)
с участием:
открытого акционерного общества ТКЗ «Красный котельщик»
(ОАО ТКЗ «Красный котельщик»),
открытого акционерного общества «Машиностроительный завод
«ЗИО-ПОДОЛЬСК» (ОАО «ЗИО-Подольск») и ОАО «Инжиниринговая компания «ЗИОМАР»,
производственного комплекса
«Сибэнергомаш» открытого акционерного общества «ЭНЕРГОМАШКОРПОРАЦИЯ»
Рабочая группа:
Ю.К. Петреня, А.В. Судаков, С.Н. Гаврилов, П.В. Белов,
М.Л. Табакман (ОАО «НПО ЦКТИ»)
П.В. Кононов, С.Н. Рахалин, И.В.
Семенова (Ростехнадзор)
2 ВНЕСЕН ОАО «НПО ЦКТИ»
3 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ
Приказом Генерального директора ОАО «НПО ЦКТИ» от 30.07.2007 г. № 262
4 ВЗАМЕН РД 24.030.101-88.
5 СОГЛАСОВАН с Федеральной
службой по экологическому, технологическому и атомному надзору письмом от
16.07.2007 г. № 10-50/2105/4
СОДЕРЖАНИЕ
СТО
ЦКТИ 10.004-2007
СТАНДАРТ
ОРГАНИЗАЦИИ
|
СОСУДЫ
ЭНЕРГОМАШИНОСТРОЕНИЯ
Общие технические требования к изготовлению
|
Дата
введения - 2007-11-01
1.1. Настоящий стандарт устанавливает общие требования к
конструкции, материалам, изготовлению и контролю качества стальных сварных
сосудов энергомашиностроения 2, 3 и 4 групп согласно ГОСТ Р
52630 и ПБ
03-584-03, подведомственных Ростехнадзору, а также групп 5а и 5б согласно ПБ
03-584, не подведомственных Ростехнадзору.
(Измененная редакция. Изм. № 1).
1.2. Настоящий стандарт рекомендуется для всех организаций и
индивидуальных предпринимателей, независимо от форм собственности и
организационно-правовой формы, проектирующих и изготавливающих сосуды и их
элементы, а также для монтажных и ремонтных организаций.
1.3. Стандарт распространяется на сосуды
энергомашиностроения:
- подогреватели для систем регенерации паровых турбин;
- подогреватели сетевой воды;
- теплообменники различного назначения турбинных и котельных
установок и тепловых сетей;
- деаэраторы, испарители, воздухоохладители газотурбинных
установок, гидроаккумуляторы. воздухосборники гидротурбинных и компрессорных
установок, а также другие технические устройства.
1.4. В зависимости от расчетных параметров (давления и
температуры стенки) и характера рабочей среды сосуды подразделяются на группы
2, 3 и 4. Для сосудов, имеющих полости с различными расчетными параметрами и
средами, следует определять группу сосуда для каждой полости отдельно.
Требования данного стандарта не
определяют ограничения давления. Стандарт может использоваться при
проектировании энергетического оборудования, работающего при давлении,
превышающем значения, указанные в ПБ
03-584-03 и ГОСТ Р
52630 (например, при проектировании подогревателей высокого давления).
(Измененная редакция. Изм. № 1).
2. НОРМАТИВНЫЕ ССЫЛКИ
2.1. В настоящем стандарте использованы ссылки на следующие
стандарты, Правила и руководящие документы Ростехнадзора:
ГОСТ
2.601-2013. ЕСКД. Эксплуатационные документы.
ГОСТ
9.014-78. ЕСЗКС. Временная противокоррозионная защита изделий. Общие
требования.
ГОСТ
12.1.005-88. ССБТ. Общие санитарно-гигиенические требования к воздуху
рабочей зоны.
ГОСТ
12.2.009-99. ССБТ. Станки металлообрабатывающие. Общие требования
безопасности..
ГОСТ
12.2.029-88. ССБТ. Приспособления станочные. Требования безопасности.
ГОСТ
12.3.003-86. ССБТ. Работы электросварочные. Требования безопасности.
ГОСТ
12.3.009-76. ССБТ. Работы погрузочно-разгрузочные. Общие требования
безопасности.
ГОСТ
12.4.021-75. ССБТ. Системы вентиляционные. Общие требования.
ГОСТ
356-80. Арматура и детали трубопроводов. Давления условные, пробные и
рабочие. Ряды.
ГОСТ 380-2005. Сталь углеродистая обыкновенного качества. Марки.
ГОСТ
427-75. Линейки измерительные металлические. Технические условия.
ГОСТ
492-2006. Никель, сплавы никелевые и
медно-никелевые, обрабатываемые давлением. Марки.
ГОСТ
617-2006. Трубы медные и латунные круглого сечения общего назначения.
Технические условия.
ГОСТ
1050-2013. Прокат сортовой, калиброванный, со
специальной отделкой поверхности из углеродистой качественной конструкционной
стали. Общие технические условия.
ГОСТ
1577-93. Прокат толстолистовой и широкополосный из конструкционной
качественной стали. Технические условия.
ГОСТ
1759.0-87. Болты, винты, шпильки и гайки. Технические условия.
ГОСТ
2246-70. Проволока стальная сварочная. Технические условия.
ГОСТ
4543-71. Прокат из легированной конструкционной стали. Технические условия.
ГОСТ
4784-97. Алюминий и сплавы алюминиевые деформируемые. Марки.
ГОСТ
5264-80. Ручная дуговая сварка. Соединения сварные. Основные типы,
конструктивные элементы и размеры.
ГОСТ
5520-79. Прокат листовой из углеродистой, низколегированной и легированной
стали для котлов и сосудов, работающих под давлением. Технические условия.
ГОСТ
5632-2014. Стали высоколегированные и сплавы
коррозионно-стойкие, жаростойкие и жаропрочные. Марки.
ГОСТ
6032-2003. Стали и сплавы коррозионно-стойкие. Методы испытаний на
стойкость к межкристаллитной коррозии.
ГОСТ
6533-78. Днища эллиптические отбортованные стальные для сосудов, аппаратов
и котлов. Основные размеры.
ГОСТ
6996-66. Сварные соединения. Методы определения механических свойств.
ГОСТ
7350-77. Сталь толстолистовая коррозионно-стойкая, жаростойкая и
жаропрочная. Технические условия.
ГОСТ
7512-82. Контроль неразрушающий. Соединения сварные. Радиографический
метод.
ГОСТ
7564-97. Прокат. Общие правила отбора проб, заготовок и образцов для
механических и технологических испытаний.
ГОСТ
8479-70. Поковки из конструкционной углеродистой и легированной стали.
Общие технические условия.
ГОСТ 8694-75. Трубы.
Метод испытания на раздачу.
ГОСТ 8695-75.
Трубы. Метод испытания на сплющивание.
ГОСТ
8731-74. Трубы стальные бесшовные горячедеформированные. Технические
требования.
ГОСТ
8733-74. Трубы стальные бесшовные холоднодеформированные и
теплодеформированные. Технические требования.
ГОСТ
9012-59. Металлы. Метод измерения твердости по Бринеллю.
ГОСТ
9087-81. Флюсы сварочные плавленые. Технические условия.
ГОСТ
9454-78. Металлы. Метод испытания на ударный изгиб при пониженных,
комнатной и повышенных температурах.
ГОСТ
9466-75. Электроды покрытые металлические для ручной дуговой сварки сталей
и наплавки. Классификация и общие технические условия.
ГОСТ
9467-75. Электроды покрытые металлические для ручной дуговой сварки
конструкционных и теплоустойчивых сталей. Типы.
ГОСТ
9651-84. Металлы. Методы испытаний на растяжение при повышенных
температурах.
ГОСТ
9940-81. Трубы бесшовные горячедеформированные из коррозионно-стойкой
стали. Технические условия.
ГОСТ
10052-75. Электроды покрытые металлические для ручной дуговой сварки
высоколегированных сталей с особыми свойствами. Типы.
ГОСТ
10092-2006. Трубы мельхиоровые для теплообменных
аппаратов. Технические условия.
ГОСТ
10157-79. Аргон газообразный и жидкий. Технические условия.
ГОСТ
10243-75. Сталь. Метод испытаний и оценки макроструктуры.
ГОСТ
10706-76. Трубы стальные электросварные прямошовные. Технические
требования.
ГОСТ
10885-85. Сталь листовая горячекатаная двухслойная коррозионно-стойкая.
Технические условия.
ГОСТ
12622-78. Днища плоские отбортованные. Основные размеры.
ГОСТ
12623-78. Днища плоские неотбортованные. Основные размеры.
ГОСТ
12815-80. Фланцы арматуры, соединительных частей и трубопроводов на Ру от
0,1 до 20,0 МПа. Типы. Присоединительные размеры и размеры уплотнительных
поверхностей.
ГОСТ
12816-80. Фланцы арматуры, соединительных частей и трубопроводов на Ру от
0,1 до 20,0 МПа. Общие технические требования.
ГОСТ
12819-80. Фланцы литые стальные на Ру от 1,6 до 20,0 МПа. Конструкция и
размеры.
ГОСТ
12821-80. Фланцы стальные приварные встык на Ру от 0,1 до 20,0 МПа.
Конструкция и размеры.
ГОСТ
12822-80. Фланцы стальные свободные на приварном кольце на Ру от 0,1 до 2,5
МПа. Конструкция и размеры.
ГОСТ
12971-67. Таблички прямоугольные для машин и приборов. Размеры.
ГОСТ 14192-96. Маркировка грузов.
ГОСТ
Р 52857.1-2007. Сосуды и аппараты. Нормы и методы
расчета на прочность.
ГОСТ
14637-89. Прокат толстолистовой из углеродистой стали обыкновенного
качества. Технические условия.
ГОСТ
14782-86. Контроль неразрушающий. Соединения сварные. Методы
ультразвуковые.
ГОСТ
15150-69. Машины, приборы и другие технические изделия. Исполнения для
различных климатических районов. Категории, условия эксплуатации, хранения и
транспортирования в части воздействия климатических факторов внешней среды.
ГОСТ
15527-2004. Сплавы медно-цинковые (латуни),
обрабатываемые давлением. Марки.
ГОСТ
17217-79. Трубы из медно-никелевого сплава марки МНЖ 5-1 .Технические
условия.
ГОСТ
17314-81. Устройства для крепления тепловой изоляции стальных сосудов и
аппаратов. Конструкция и размеры. Технические требования.
ГОСТ
17375-2001. Детали трубопроводов бесшовные приварные из углеродистой и
низколегированной стали. Отводы крутоизогнутые типа 3D (R ≈
1,5 DN). Конструкция.
ГОСТ
17380-2001. Детали трубопроводов бесшовные приварные из углеродистой и
низколегированной стали. Общие технические условия.
ГОСТ
18442-80. Контроль неразрушающий. Капиллярные методы. Общие требования.
ГОСТ
18475-82. Трубы холоднодеформированные из алюминия и алюминиевых сплавов.
Технические условия.
ГОСТ 19281-2014.
Прокат повышенной прочности. Общие технические условия.
ГОСТ 19903-74.
Прокат листовой горячекатаный. Сортамент.
ГОСТ 20072-74.
Сталь теплоустойчивая. Технические условия.
ГОСТ
20700-75. Болты, шпильки, гайки и шайбы для фланцевых и анкерных
соединений. пробки и хомуты с температурой среды от 0 до 650 °С. Технические
условия.
ГОСТ 21105-87.
Контроль неразрушающий. Магнитопорошковый метод.
ГОСТ
21120-2003. Прутки и заготовки круглого и прямоугольного сечения. Методы
ультразвуковой дефектоскопии.
ГОСТ
21646-2003. Трубы медные и латунные для теплообменных аппаратов.
Технические условия.
ГОСТ
22727-88. Прокат листовой. Методы ультразвукового контроля.
ГОСТ
23055-78. Контроль неразрушающий. Сварка металлов плавлением. Классификация
сварных соединений по результатам радиографического контроля.
ГОСТ
24297-2013. Входной контроль продукции. Основные
положения
ГОСТ
25054-81. Поковки из коррозионно-стойких сталей и сплавов. Общие
технические условия.
ГОСТ
25347-2013. Основные нормы взаимозаменяемости.
ЕСДП. Поля допусков и рекомендуемые посадки.
ГОСТ
26828-86. Изделия машиностроения и приборостроения. Маркировка.
ГОСТ
28759.2-90. Фланцы сосудов и аппаратов стальные плоские приварные.
Конструкция и размеры.
ГОСТ
28759.3-90. Фланцы сосудов и аппаратов стальные приварные встык.
Конструкция и размеры.
ГОСТ
28759.4-90. Фланцы сосудов и аппаратов стальные приварные встык под
прокладку восьмиугольного сечения. Конструкция и размеры.
ГОСТ
Р 50599-93. Сосуды и аппараты стальные сварные высокого давления. Контроль
неразрушающий при изготовлении и эксплуатации.
ГОСТ
Р 51573-2000. Трубы из легированных латуней для теплообменных аппаратов.
Технические условия.
ОСТ 24.948.02-99. Флюсы сварочные плавленые для
энергомашиностроения. Технические условия.
ОСТ
108.004.110-87. Соединения сварные оборудования атомных электростанций.
Радиографический контроль.
ОСТ
108.030.113-87. Поковки из углеродистой и легированной стали для
оборудования и трубопроводов тепловых и атомных электростанций. Технические
условия.
ОСТ 108.030.118-78. Листы из стали марки 16ГНМА для
барабанов котлов высокого давления. Технические условия.
ОСТ
108.109.01-92. Заготовки корпусных деталей из коррозионно-стойких сталей
аустенитного класса. Технические условия.
ОСТ
108.958.03-96. Поковки стальные для энергетического оборудования. Методика
ультразвукового контроля.
СТО
ЦКТИ 10.002-2007. Элементы трубные поверхностей
нагрева, трубы соединительные в пределах котла и коллектора стационарных
котлов. Общие технические требования к изготовлению.
СТО
ЦКТИ 10.003-2007. Трубопроводы пара и горячей воды
тепловых станций. Общие технические требования к изготовлению.
ПБ
03-584-03. Правила проектирования, изготовления и приемки сосудов и
аппаратов стальных сварных.
РД
03-606-03. Инструкция по визуальному и измерительному контролю.
РД
03-613-03. Порядок применения сварочных материалов при изготовлении,
монтаже. ремонте, и реконструкции технических устройств для опасных
производственных объектов.
РД
03-615-03. Порядок применения сварочных технологий при изготовлении,
монтаже, ремонте, и реконструкции технических устройств для опасных
производственных объектов.
РД
10-249-98. Нормы расчета на прочность стационарных котлов и трубопроводов
пара и горячей воды.
ПНАЭ
Г-7-002-86. Нормы расчета на прочность оборудования и трубопроводов атомных
энергетических установок.
РД
34.17.302-97. (ОП 501 ЦД-97) Котлы паровые и водогрейные. Трубопроводы пара
и горячей воды, сосуды. Сварные соединения. Контроль качества. Ультразвуковой
контроль. Основные положения.
РД-13-06-2006
Методические рекомендации о порядке проведения капиллярного контроля
технических устройств и сооружений, применяемых и эксплуатируемых на опасных
производственных объектах.
ТУ 14-3-1808-91 Трубы бесшовные холоднодеформированные и
теплодеформированные из сталей марки 08Х14МФ и 08Х14МФ-Ш. Технические условия.
ТУ
14-3-190-2004. Трубы стальные бесшовные для котельных установок и
трубопроводов. Технические условия.
ТУ
1361-023-00212179-2005. Трубы бесшовные холоднодеформированные и
теплодеформированные из сталей марки 08Х14МФ и 08Х14МФ-Ш. Технические условия.
ТУ
14-3Р-55-2001. Трубы стальные бесшовные для паровых котлов и трубопроводов.
Технические условия.
ТУ 14-1-642-73. Сталь листовая теплоустойчивая марок 12МХ,
12ХМ. Технические условия.
ТУ 14-1-4369-87. Проволока стальная сварочная из
низколегированных и легированных сталей для сварки в защитных газах для
атомного машиностроения. Технические условия.
ТУ 108.11.617-87. Заготовки из свариваемой стали 14ГНМА-Ш и
14ГНМА-ВД. Технические условия.
РД-13-05-2006.
Методические рекомендации о порядке проведения магнитопорошкового контроля
технических устройств и сооружений, применяемых и эксплуатируемых на опасных
производственных объектах.
ТР ТС
032/2013. Технический регламент таможенного союза. О безопасности
оборудования, работающего под избыточным давлением.
ФНП.
Федеральные нормы и правила в области промышленной безопасности. Правила
промышленной безопасности опасных производственных объектов, на которых
используется оборудование, работающее под избыточным давлением.
ГОСТ
32598-2013. Трубы медные круглого сечения для воды и газа. Технические
условия.
ГОСТ Р
52630-2012. Сосуды и аппараты стальные сварные. Общие технические условия.
ГОСТ
Р 53383-2009. Трубы стальные бесшовные горячедеформированные. Технические
условия.
СДОС-01-2008
Методические рекомендации о порядке проведения радиационного контроля
технических устройств и сооружений, применяемых и эксплуатируемых на опасных
производственных объектах.
РД 34.10.122-94. Унифицированная
методика стилоскопирования деталей и сварных швов энергетических установок.
(Измененная редакция. Изм. № 1).
3. ОПРЕДЕЛЕНИЯ И ОБОЗНАЧЕНИЯ
3.1. В настоящем стандарте применяют следующие термины с
соответствующими определениями:
3.1.1. опасный производственный объект: по
Федеральному закону № 116-ФЗ;
Опечатка.
3.1.2. (Исключен.)
Опечатка.
3.1.3. предприятие-владелец сосуда: Предприятие, на
балансе которого находится сосуд, руководство которого несет юридическую,
административную и уголовную ответственность за его безопасную эксплуатацию;
3.1.4. специализированная организация: Организация,
которая имеет право выдачи рекомендаций по допустимости отступлений от Правил
Ростехнадзора;
3.1.5. сосуды энергомашиностроения: Используемые в
энергетике сосуды в составе теплообменного и вспомогательного оборудования, а
также в системах теплоснабжения;
Опечатка.
3.1.6. установленный (назначенный) срок службы: Срок
службы в календарных годах, по истечении которого следует провести экспертное
обследование технического состояния основных деталей оборудования, работающих
под давлением, с целью определения допустимости, параметров и условий
дальнейшей эксплуатации оборудования или необходимости его демонтажа; срок
службы должен исчисляться с даты изготовления;
3.1.7. расчетный ресурс: Продолжительность
эксплуатации оборудования (элемента) в часах, в течение которого изготовитель
гарантирует надежность его работы при условии соблюдения режима эксплуатации,
указанного в инструкции предприятия-изготовителя, и расчетного числа пусков из
холодного и горячего состояния;
3.1.8. расчетное давление: Максимальное избыточное
давление в элементе, на которое производится расчет на прочность при выборе
основных размеров, обеспечивающих надежную работу в течение расчетного ресурса;
3.1.9. разрешенное давление работы оборудования
(элемента): Максимально допустимое избыточное давление в оборудовании
(элементе), установленное по результатам технического освидетельствования или
контрольного расчета на прочность;
3.1.10. рабочее давление работы оборудования:
Максимальное избыточное давление в сосуде при нормальных условиях эксплуатации;
3.1.11. пробное давление: Избыточное давление, при
котором должно производиться гидравлическое испытание оборудования или его
элементов на прочность и плотность;
3.1.12. расчетная температура стенки: Средняя по
толщине температура металла детали, по которой выбирается величина допускаемого
напряжения при расчете толщины стенки;
3.1.13. предельная температура стенки: Максимальная
температура стенки детали;
3.1.14. номинальные размеры расчетной детали:
Заданные или выбранные на основании расчетов на прочность условные размеры
расчетной детали без учета допустимых отклонений;
3.1.15. сосуд: Герметически закрытая емкость,
предназначения для ведения тепловых процессов, а также для хранения и
транспортирования газообразных или жидких веществ;
(Измененная редакция. Изм. № 1).
3.1.16. элемент сосуда: Сборочная единица или деталь
сосуда, предназначенная для выполнения одной из основных функций сосуда;
3.1.17. обечайка сосуда: Цилиндрическая оболочка
замкнутого профиля, открытая с торцов;
3.1.18. днище сосуда: Неотъемлемая часть корпуса
сосуда, ограничивающая его внутреннюю полость с торца;
3.1.19. корпус сосуда: Основная сборочная единица,
состоящая из обечаек и днищ и, при необходимости, фланцевого соединения;
3.1.20. овальность обечайки: Отклонение от круглости,
при котором реальный профиль представляет собой неправильную окружность,
наибольший и наименьший диаметры которой могут не находиться во взаимно
перпендикулярных направлениях;
3.1.21. сборочная единица: Изделие, составные части
которого подлежат соединению между собой на предприятии-изготовителе с
применением сборочных операций (сварки, развальцовки и др.);
3.1.22. деталь: Изделие, изготовленное из однородного
по наименованию материала без применения сборочных операций;
3.1.23. полуфабрикат: Предмет труда, подлежащий
дальнейшей обработке на предприятиях-потребителях;
3.1.24. изделие: Единица промышленной продукции,
количество которой может исчисляться в штуках или экземплярах;
3.1.25. фасонная часть детали: Деталь или сборочная
единица трубопровода или трубной системы, обеспечивающая изменение направления,
слияние или деление, расширение или сужение потока рабочей среды;
3.1.26. отвод: Фасонная часть, обеспечивающая
изменение направления потока рабочей среды на угол от 15° до 180°;
3.1.27. штампосварной отвод: Отвод, изготовленный из
листа с использованием штамповки и сварки;
3.1.28. штампованный отвод: Отвод, изготовленный из
трубы или трубной заготовки штамповкой без применения сварки;
3.1.29. кованный отвод: Отвод, изготовленный из
поковки с последующей механической обработкой;
3.1.30. крутоизогнутый отвод: Отвод, изготовленный
гибкой радиусом до 3 номинальных наружных диаметров трубы;
3.1.31. секторный отвод: Отвод, изготовленный из
сваренных между собой секторов, выполненных из листа, бесшовных или сварных
труб;
3.1.32. гнутый отвод: Отвод, изогнутый на специальном
оборудовании или приспособлении;
3.1.33. гиб: Криволинейный участок гнутого отвода
либо трубы, изготовленного с применением деформации трубы;
3.1.34. змеевик: Часть теплообменного устройства,
выполненная в виде изогнутой трубы;
3.1.35. сварное соединение: Неразъемное соединение,
выполненное сваркой;
3.1.36. стыковое сварное соединение: Сварное
соединение, в котором свариваемые элементы примыкают друг к другу торцевыми
поверхностями, включающее в себя сварной шов и зону термического влияния;
3.1.37. сварной шов: Участок сварного соединения,
образовавшийся в результате кристаллизации расплавленного металла;
3.1.38. зона термического влияния: Участок основного
металла, не подвергавшийся расплавлению, структура и свойства которого
изменились в результате нагрева при сварке;
3.1.39. несплошность: Обобщенное наименование всех
нарушений сплошности (трещин, прожогов, свищей, пор, непроваров, включений и
т.п.);
3.1.40. смещение кромок: Неправильное положение
сваренных кромок друг относительно друга в стыковых сварных соединениях;
3.1.41. метод неразрушающего контроля: Метод
контроля, при котором не должна быть нарушена пригодность объекта к применению;
3.1.42. сплошной контроль: Контроль каждой единицы
продукции в партии или всего контролируемого признака объекта контроля;
3.1.43. огранка: Отклонение от круглости, при котором
реальный профиль представляет собой многогранную фигуру;
3.1.43. образец-свидетель: Образец, используемый для
определения состояния материала в процессе изготовления и эксплуатации изделия,
изготовленный из того же материала и по той же технологии, что и изделие;
(Введен дополнительно. Изм. № 1).
3.1.44. партия изделий: Все изделия одного
типоразмера, изготовленные из материала одной марки или одной плавки,
обработанные по одному режиму формообразования и одному режиму термообработки
(в случае необходимости).
(Введен дополнительно. Изм. № 1).
3.2. В настоящем стандарте
применяют следующие сокращения:
ВИК - визуальный и измерительный контроль;
ВК - визуальный контроль;
РК - радиографический контроль;
УК - ультразвуковой контроль;
МК - магнитный контроль;
ПВК - капиллярный контроль;
ОТК - отдел технического контроля;
ПВД - подогреватель высокого давления;
ПНД - подогреватель низкого давления;
ПСВ - подогреватель сетевой воды.
НД - нормативная документация;
КД - конструкторская документация;
ПТД - производственно-технологическая документация.
ПСТЭ - плоскоспиральный трубный элемент
3.3. В тексте стандарта приняты следующие условные
обозначения, представленные в таблице 3.1.
Таблица 3.1
|
Символ
|
Название
|
Единица
измерения
|
|
р
|
Рабочее давление
|
МПа
|
|
Рпр
|
Значение пробного давления при
гидравлическом испытании
|
МПа
|
|
Da
|
Наружный диаметр элемента
|
мм
|
|
D
|
Внутренний диаметр элемента
|
мм
|
|
Dm
|
Средний диаметр элемента
|
мм
|
|
s
|
Номинальная толщина стенки элемента
|
мм
|
|
d
|
Диаметр отверстия
|
мм
|
|
das
|
Наружный диаметр штуцера
|
мм
|
|
r
|
Радиус отбортовки днища
|
мм
|
|
ss
|
Номинальная толщина стенки штуцера
|
мм
|
|
a
|
Относительная овальность
|
%
|
|
R
|
Радиус гиба
|
мм
|
|
l1
|
Расстояние между краем стыкового сварного
шва обечайки, днища и центром ближайшего к нему отверстия
|
мм
|
|
l2
|
Расстояние между краями угловых сварных
швов приварки штуцеров
|
мм
|
|
l3
|
Расстояние между краем углового сварного
шва приварки штуцера и краем ближайшего стыкового сварного шва обечайки,
днища
|
мм
|
|
k1, k2
|
Расчетная высота углового сварного шва
|
мм
|
|
Примечание - Элемент - обечайка, днище, труба.
|
4. ОБЩИЕ ПОЛОЖЕНИЯ
4.1. Сосуды, работающие под давлением, являются объектом
повышенной опасности и должны быть спроектированы, изготовлены,
проконтролированы и оснащены средствами автоматики таким образом, чтобы
обеспечить их безопасность в процессе эксплуатации.
4.2. Ответственность за правильность конструкции сосуда, за
выбор материалов, за расчет на прочность, а также за соответствие требованиям ГОСТ Р
52630, ПБ
03-584 и настоящего стандарта несет организация, разработавшая проектную
или конструкторскую документацию.
Ответственность за соблюдение требований ГОСТ Р
52630, ПБ
03-584 и настоящего стандарта при изготовлении сосуда, за качество
изготовления, за его монтаж и эксплуатацию несут организации или предприятия,
выполняющие соответствующие работы.
(Измененная редакция. Изм. № 1).
4.3. Сосуды должны изготовляться в соответствии с
требованиями настоящего стандарта по рабочим чертежам, разработанным и
утвержденным в установленном порядке.
4.4. Изготовитель обязан провести аттестацию технологий сварки
согласно требованиям РД
03-615.
4.5. На изготовленный сосуд, работающий под избыточным
давлением, предприятие-изготовитель заполняет паспорт, содержание которого
должно соответствовать п. 21 ТР ТС
032/2013, форма паспорта до выхода соответствующего НД должна быть
согласована с местным органом Ростехнадзора, а для сосудов, работающих без
давления (под налив) или под вакуумом, заполняет паспорт согласно Приложению С ГОСТ Р
52630.
(Измененная
редакция. Изм.
№ 1).
5.
ТРЕБОВАНИЯ К КОНСТРУКЦИИ
5.1. Технический проект
5.1.1. В техническом проекте сосуда должен быть определен
установленный срок службы сосуда, который может быть либо назначенным сроком до
списания, либо расчетным сроком, по истечении которого вопрос о дальнейшей
эксплуатации решается после проведения технического диагностирования. Срок
службы устанавливается в календарных годах независимо от параметров и времени
эксплуатации.
5.1.2. В техническом проекте сосуда должен быть определен
расчетный ресурс для основных элементов сосуда: корпуса, трубных решеток,
систем труб поверхности теплообмена. Расчетный ресурс устанавливается временем
(в часах), в течение которого сосуд находится под нагрузкой (не обязательно при
расчетном давлении и температуре). Если для эксплуатации сосуда характерно
циклическое изменение нагрузки, то ресурс обуславливается количеством циклов
изменения нагрузки в единицу времени.
Расчетный ресурс отдельных элементов сосуда должен быть
равным или кратным расчетному ресурсу сосуда. Так, если для ПВД установлен
расчетный ресурс в 200 тыс. ч (принят по ресурсу корпуса, работающего в
условиях ползучести), то для трубной системы ПВД. для которой по условиям
коррозии не может быть обеспечен ресурс в 200 тыс. ч, расчетный ресурс
допускается принять уменьшенным в 2 раза.
5.1.3. Устройства, препятствующие наружному и внутреннему
осмотру и контролю сосуда, должны быть, как правило, съемными. При применении
приварных устройств, препятствующих наружному и внутреннему осмотру и контролю
сосуда, должна быть предусмотрена возможность их удаления (для проведения
осмотров) и последующей установки на место. Порядок съема и установки этих
устройств должен быть указан в инструкции по монтажу и эксплуатации сосуда.
5.1.4. Если конструкция сосуда не позволяет проведение
наружного и внутреннего осмотра и контроля или гидравлического испытания,
разработчиком проекта сосуда в инструкции по монтажу и эксплуатации должна быть
указана методика, периодичность и объем контроля, выполнение которых обеспечит
своевременное выявление и устранение дефектов.
5.1.5. Выбор основных размеров сосуда должен производиться
при расчете на прочность согласно РД
10-249 и ПНАЭ
Г-7-002. Для сосудов, имеющих циклический характер нагрузок, необходим
расчет на малоцикловую усталость. Поверочный расчет на прочность по обоснованию
расчетного ресурса следует выполнять по РД
10-249 или ГОСТ
Р 52857.1. Допускается выполнение расчетов по другим, согласованным с
Ростехнадзором, документам (например, расчет по ПНАЭ
Г-7-002).
Выбор основных размеров трубной решетки ПВД, ПНД и др.
теплообменного оборудования рекомендуется выполнять по ПНАЭ
Г-7-002.
(Измененная редакция. Изм. № 1).
5.1.6. Типы и конструкция опор сосудов должны определяться
при разработке эскизного или технического проекта оборудования.
5.2. Общие требования
5.2.1. Конструкция сосудов должна обеспечивать надежность, долговечность
и безопасность эксплуатации в течение установленного срока службы и
предусматривать возможность проведения технического диагностирования,
эксплуатационного контроля металла и сварных соединений.
5.2.2. Конструкция сосудов должна обеспечивать:
- герметичность (плотность);
- возможность осмотра основных сборочных единиц;
- компенсацию температурных расширений;
- возможность промывки корпусов и трубных систем
подогревателей растворами;
- возможность ремонта;
- полное дренирование корпуса и трубной системы (данное
требование не распространяется на аппараты с трубной системой из U-образных
труб и на коллекторные подогреватели высокого давления с поверхностью
теплообмена из спиральных змеевиков);
- возможность контроля за отсутствием давления в сосуде;
- возможность консервации паровых и водяных полостей;
- возможность установки датчиков для измерения температуры и
давления; в отдельных случаях для крупногабаритных подогревателей допускается
установка этих датчиков на соответствующих трубопроводах по согласованию с
предприятием-изготовителем турбины.
5.2.3. Конструкция внутренних устройств должна обеспечивать
удаление из сосуда воздуха при гидравлическом испытании и воды после
гидравлического испытания.
5.2.4. При проектировании сосудов должны учитываться
требования «Правил перевозки грузов железнодорожным, водным и автомобильным
транспортом».
5.2.5. Генпроектировщик или заказчик сосуда выдает
разработчику максимальные нагрузки от моментов и усилий, действующих от
присоединительных трубопроводов, и схему обвязки сосуда трубопроводами.
Разработчик сосуда выполняет расчет и обеспечивает восприятие этих нагрузок
элементами сосуда.
5.2.6. Строповочные устройства или захватные приспособления
для подъема и установки сосудов, привариваемые к корпусу или другим элементам
сосуда, должны учитывать особенности конструкции, назначение и массу сосуда и
предусматриваться в техническом проекте.
Допускается предусматривать специальные элементы для
строповки (технологические штуцеры, горловины, уступы и бурты на корпусах),
которые должны быть рассчитаны на прочность с учетом массы металлоконструкций и
динамического характера подъема или опускания, обвязочных трубопроводов и
другого оборудования, устанавливаемого на сосуде до его монтажа на месте.
5.3. Обечайки
5.3.1. Обечайки внутренним диаметром до 1000 мм должны
изготавливаться не более чем с двумя продольными швами.
Обечайки внутренним диаметром свыше 1000 мм должны
изготавливаться из листов максимально возможной длины. Вставки допускаются
шириной не менее 400 мм для сосудов 2, 3, 4-й групп.
5.3.2. При стыковке обечаек разной толщины или обечаек с
днищами, а также частей обечаек и днищ следует предусмотреть плавный переход от
одного листа к другому постепенным утонением более толстого листа (таблица 5.1).
5.3.3. Кольца жесткости, подкрепляющие обечайку сосуда,
должны устанавливаться в соответствии с расчетом на прочность на наружной или
внутренней стороне и охватывать всю окружность обечайки. В зависимости от
размеров сосудов и условий эксплуатации допускается применять приварные или
свободно устанавливаемые в направляющих кольца жесткости.
Таблица 5.1 - Варианты сварных соединений
|
Варианты
стыковок
|
Тип
соединения
|
Пределы
применимости
|
|
а.
|

|
s2 > s1
|
|
s2 - s1 > 5 мм
|
|
α ≤ 15°
|
|
б.
|

|
s2 > s1
|
|
h ≥ 2s2
|
|
α ≤ 20° (при α > 15° необходимо
провести расчет на прочность с определением расчетного ресурса)
|
|
в.
|

|
s2 > s1
|
|
0,3s1 ≥ s2 - s1 ≤ 5 мм
|
|
α ≤ 20°
|
|
г.
|

|
s2 > s1
|
|
Стыковка цилиндрических обечаек с разной
толщиной стенок по среднему диаметру
|
|
α ≤ 15°
|
|
д.
|

|
r1 ≥ ss1 - ss2
|
|
b ≥ ss2, но не менее 20 мм
|
|
|
|
Примечание - Разделка кромок свариваемых элементов
и метод сварки - по НД предприятия-изготовителя.
|
5.3.4. Размеры обечаек
устанавливаются раскроем заготовки листа при наиболее экономичном использовании
металла, минимальные расстояния между сварными соединениями должны
удовлетворять требованиям ПБ
03-584 и обеспечивать выполнение предусмотренного контроля.
(Измененная редакция. Изм. № 1).
5.4. Днища и крышки
5.4.1. В сосудах применяются днища: эллиптические,
полусферические, торосферические сферические неотбортованные, конические и плоские.
Днища должны изготавливаться из целого листа. Допускается использование для
изготовления днищ сварных заготовок согласно рисунку 5.1 (рекомендуемый) при выполнении следующих условий:
- сварные соединения должны быть проконтролированы РК или УК
методом в соответствии с требованиями раздела 19 настоящего стандарта;
- расположение сварных швов и расстояние между ними должны
обеспечивать выполнение предусмотренного контроля и соответствовать ПБ
03-584 и п. 5.8 настоящего стандарта;
- днища могут быть изготовлены из нескольких частей с
расположением сварных швов по хорде. При этом расстояние от оси сварного шва до
центра днища должна быть не более 0,2 внутреннего диаметра днища.

Рисунок 5.1 - Расположение сварных швов заготовок выпуклых
днищ
Размеры эллиптических днищ должны соответствовать
требованиям ГОСТ
6533. Допускается применение эллиптических днищ с увеличенной по отношению
к указанной в стандарте высотой цилиндрического борта. Применение днищ с
уменьшенной по отношению к указанной в стандарте высотой цилиндрического борта
допускается, если это не препятствует выполнению контроля сварного шва приварки
днища к обечайке корпуса сосуда.
(Измененная редакция. Изм. № 1).
5.4.2. Эллиптические днища должны иметь высоту выпуклой
части h2, измеряемую по внутренней
поверхности, не менее 0,2 внутреннего диаметра днища (рисунок 5.2).
5.4.3. Торосферические днища должны иметь высоту выпуклой
части h2, измеренную по внутренней
поверхности, не менее 0,25D, внутренний радиус отбортовки r не менее 0,1D и внутренний радиус кривизны
центральной части R не более D (рисунок 5.3).
5.4.4. Плоские днища (рисунок 5.4) должны изготавливаться из поковок с соблюдением следующих
условий:
- расстояние от начала отбортовки до оси сварного шва должно
быть не менее 0,25 ;
;
- радиус закругления r ≥ 2,5s;
- радиус кольцевой выточки r1
≥ 2,5s, но не менее 8 мм;
- наименьшая толщина днища в месте кольцевой выточки s2
≥ 0,8s1 (s1 - толщина днища), но не
менее толщины обечайки s.
Плоские днища допускается изготавливать путем штамповки из
листа.
5.4.5. Плоские, отбортованные днища по ГОСТ 12622
и плоские неотбортованные днища по ГОСТ
12623 допускается применять для сосудов, работающих при давлении не более
0,07 МПа (групп 5а и 5б).

h2/D
≥ 0,2; d/D ≤ 0,6
a - глухое эллиптическое днище;
б - эллиптическое днище с отверстием
Рисунок 5.2

h2/D
≥ 0,25; d/D ≤ 0,6; R/D ≤ 1; r/D ≥
0,1
a - глухое торосферическое днище;
б - торосферическое днище с отверстием
Рисунок 5.3

Рисунок 5.4
5.5. Лазы, люки, лючки, штуцеры
5.5.1. Сосуды с внутренним диаметром 800 мм и менее должны
иметь круглый или овальный смотровой лючок. Размер лючка по наименьшей оси
должен быть не менее 80 мм.
5.5.2. Если конструкция сосуда не позволяет установить
смотровые люки или лючки нормативных размеров, то должны быть применены лючки
меньшего размера или выполнены отверстия, закрываемые резьбовыми пробками или
заглушками. Допускается также использование технологических отверстий, при этом
в технической документации должны быть даны указания по их применению (места
допустимой разрезки). Предельная толщина стенки, по результатам замеров толщин
стенок, определяется в соответствии с РД
10-249-98.
5.5.3. Для сосудов с внутренним диаметром более 800 мм,
установленных на открытом воздухе, диаметр круглого люка (лаза) должен быть не
менее 450 мм, а у сосудов, расположенных в помещении - не менее 400 мм. Размер
люков овальной формы по наименьшей и наибольшей осям должен быть не менее
325×400 мм.
5.5.4. Сосуды, состоящие из цилиндрического корпуса и
решеток с закрепленными в них трубками (теплообменники), допускается изготавливать
без лазов независимо от диаметра сосуда.
При наличии съемных днищ и крышек, обеспечивающих
возможность проведения внутреннего осмотра сосуда, устройство лазов в нем не
требуется.
5.5.5. Корпуса теплообменников допускается изготавливать без
фланцевого разъема. При этом предприятие-изготовитель разрабатывает инструкцию,
определяющую периодичность, объем и методику контроля состояния внутренней
поверхности корпуса без вскрытия сосуда (в том числе замер толщины стенки
корпуса в местах, подверженных пароводяной эрозии, и контроль скорости коррозии
по образцам-свидетелям).
Допускается возможность выполнения разрезки сосуда для
внутреннего контроля.
5.6. Внутренние устройства
5.6.1. Внутренние (приварные) устройства должны
конструироваться так, чтобы было обеспечено удаление воздуха и полное
опорожнение сосуда при гидравлическом его испытании в горизонтальном или
вертикальном положении, если предусмотрено проведение гидроиспытаний не только
в рабочем положении. Должна быть предусмотрена возможность удаления воздуха и
воды из глухих частей внутренних устройств сосуда при заполнении или
опорожнении.
При невозможности обеспечить полное опорожнение трубных
систем сосудов после гидравлических испытаний предприятием-изготовителем должны
быть предусмотрены дополнительные меры, предохраняющие сосуд от размораживания
и коррозии при транспортировании и хранении, что должно быть отражено в
Инструкции по эксплуатации.
5.7. Криволинейные элементы
5.7.1. Отводы и гибы должны удовлетворять требованиям ГОСТ
17375, ГОСТ
17380 и СТО
ЦКТИ 10.003 и должны иметь углы гибов 45°, 60°, 90° и 180°. Допускаются и
другие углы гибов, кратные 15°.
5.7.2. Штампосварные отводы допускается применять с одним поперечным
сварным швом или с одним или двумя продольными сварными швами диаметрального
расположения при условии контроля сварных соединений по всей длине
радиографическим или ультразвуковым методом.
5.7.3. Секторные отводы допускается применять с углом отклонения
поперечного сечения не более 22,5° от плоскости, перпендикулярной оси трубы. Не
допускается применение секторных отводов при рабочем давлении более 4,0 МПа.
5.7.4. Для штампосварных отводов допускается уменьшение
проходного сечения не более чем на 10 % его номинальной величины.
5.7.5. Расстояние от начала гиба трубы до оси поперечного
сварного соединения должно составлять:
- для труб с наружным диаметром до 100 мм - не менее
наружного диаметра, но не менее 50 мм;
- для труб с наружным диаметром свыше 100 мм - не менее , но не менее 100 мм.
При установке крутоизогнутых и штампованных отводов
допускается расположение поперечных сварных соединений у начала гиба.
5.8. Сварные
швы и их расположение
5.8.1. При сварке обечаек и труб, приварке днищ должны
применяться стыковые швы с полным проплавлением.
Допускаются сварные тавровые и угловые соединения с полным
проплавлением по толщине стенки для приварки плоских днищ, плоских фланцев,
трубных решеток, штуцеров, люков и рубашек.
5.8.2. Применение угловых и тавровых швов допускается при
приварке плоских днищ, фланцев, штуцеров, люков, трубных решеток, при этом
угловые швы с неполным проплавлением (конструктивным зазором) допускается
применять в следующих случаях:
- в соединениях штуцеров (патрубков) внутренним диаметром до
100 мм включительно с корпусом сосудов, по ПБ
03-584 относящихся к 2 и 3-й группам, и внутренним диаметром до 250 мм
включительно, относящихся к 4-й группе, а также сосудов, работающих при
давлении менее 0,07 МПа, относящихся к 5а 5б группам;
- в соединениях фланцев с патрубками сосудов, работающих при
давлении до 2,5 МПа включительно и температуре до 300 °С включительно;
- в соединениях фланцев и трубных решеток с обечайками и
днищами сосудов, работающих при давлении до 1,6 МПа включительно и температуре
до 300 °С включительно.
(Измененная редакция. Изм. № 1).
5.8.3. Продольные и поперечные швы в обечайках и трубах, а
также швы приварки днищ, штуцеров и т.п. должны быть расположены так, чтобы
возможно было проводить визуальный осмотр швов, контроль их качества
(радиографический, ультразвуковой или иной неразрушающий метод контроля
согласно п. 19.2) и устранять дефекты.
В сосудах и аппаратах допускается не больше одного шва
(замыкающего), доступного для визуального осмотра только с одной стороны и
недоступного для проведения неразрушающего контроля. Указанное требование не
распространяется на аппараты, где конструктивно нельзя выполнить один
замыкающий шов.
Замыкающий шов должен выполняться способами, обеспечивающими
провар по всей толщине свариваемого металла, например с применением
аргонодуговой сварки корня шва, подкладного кольца, замкового соединения и т.п.
с послойным контролем.
5.8.4. Расстояние l1
от края шва стыкового сварного соединения до оси отверстий под приварку труб
должно быть не менее 0,9 диаметра отверстия при одновременном соблюдении
требований п. 5.8.5 (рисунок 5.5).

l3 ≥ max (3k2; 3ss2); l1 ≥ 0,9d;
l2 ≥
max (3k2; 3ss2)
ss2 >
ss1; k2 > k1;)
Рисунок 5.5
5.8.5. Расстояние l2
между краями ближайших угловых швов приварки штуцеров, труб к сосуду должно
быть не менее трехкратной расчетной высоты углового шва или трехкратной
номинальной толщины стенки привариваемых штуцеров или труб (рисунок 5.5). При различных значениях указанных
высот или толщин следует принимать их большее значение.
Расстояние l3
между краем углового сварного шва приварки штуцера, горловины лаза, трубы и
краем ближайшего стыкового сварного шва обечайки должно быть одновременно не
меньше трехкратной расчетной высоты углового шва k2
и трехкратной номинальной толщины стенки привариваемой детали (рисунок 5.5). В расчет принимается большее
значение двух упомянутых величин k2
и ss2.
5.8.6. Расстояние между краем шва приварки внутренних и
внешних устройств и деталей и краем ближайшего шва корпуса должно быть не менее
толщины стенки корпуса, но не менее 20 мм. Для сосудов из углеродистых и
низколегированных марганцовистых и марганцевокремнистых сталей, подвергаемых
после сварки термообработке, расстояние между краем шва приварки деталей и
краем ближайшего шва корпуса должно быть не менее 20 мм независимо от толщины
стенки корпуса.
Допускается пересечение стыковых швов корпуса угловыми швами
приварки внутренних и внешних устройств (опорных элементов, тарелок, рубашек,
перегородок и т.п.) при условии контроля перекрываемого участка шва корпуса
радиографическим или ультразвуковым методом в полном объеме до установки этих
устройств.
5.8.7. Продольные швы смежных обечаек и швы днищ в сосудах
2, 3 и 4-й групп должны быть смещены относительно друг друга на величину
трехкратной толщины наиболее толстого элемента, но не менее чем на 100 мм между
осями швов.
5.8.8. Продольные сварные швы горизонтально устанавливаемых
сосудов должны быть расположены вне центрального угла 140° нижней части
корпуса, если нижняя часть недоступна для визуального осмотра, о чем должно
быть указано в проекте.
5.8.9. Сварные швы сосудов не должны перекрываться опорами.
Допускается в горизонтальных сосудах на седловых опорах и на вертикальных
сосудах местное перекрытие опорами кольцевых (поперечных) сварных швов на общей
длине не более 0,35πDa, а при наличии подкладного листа
- не более 0,5πDa. В этом случае сварные швы должны быть
предварительно проконтролированы УК или РК по всей длине, а их усиление должно
быть предварительно снято заподлицо с основным металлом.
Перекрытие мест пересечения швов не допускается.
5.8.10. Расстояние между продольным швом корпуса
горизонтального сосуда и швом приварки опоры должно приниматься:
- не менее для сосудов, не подвергаемых после
сварки термообработке;
- не менее 20 мм для сосудов, подвергаемых после сварки
термообработке.
5.8.11. Соединение сварного шва с основным металлом должно
быть плавным, не вызывающим концентрацию напряжений. Необходимо использовать
соединения с полным проплавлением свариваемых элементов. Не рекомендуется
усиление стыковых швов накладками. В ответственных конструкциях не допускается
при сварке основных элементов применение прерывистых швов. Прерывистые швы не
рекомендуются также и при приварке вспомогательных деталей к основным
элементам.
5.8.12. При приварке к корпусу сосудов или днищу укрепляющих
колец, патрубков и люков расстояние между краем шва сосуда и краем шва приварки
детали а принимается не менее толщины стенки обечайки или днища, но не менее 20
мм, при этом измерение расстояния производится в соответствии с рисунком 5.6.
В случае симметричного расположения привариваемой детали на
сварном шве корпуса сосуда расстояние между швами не нормируется.

Рисунок 5.6
5.9. Отверстия в стенках сосудов
5.9.1. Расстояния между отверстиями в обечайках, днищах и конусных
переходах определяется конструкторской документацией с выполнением расчета на
прочность.
5.9.2. На торосферических (коробовых) днищах допускается
расположение отверстий в пределах центрального сферического сегмента, при этом
расстояние от центра днища до наружной кромки отверстия, измеряемое по хорде,
должно быть не более 0,4Da.
5.9.3. Отверстия не разрешается располагать в местах
пересечения сварных швов сосудов 2, 3 и 4 групп.
5.9.4. Отверстия для люков, лючков и штуцеров должны
располагаться вне сварных швов.
Допускается расположение отверстий:
- на продольных швах цилиндрических и конических обечаек
сосудов, если номинальный диаметр отверстий не более 150 мм;
- на кольцевых швах цилиндрических и конических обечаек без
ограничения диаметра отверстий;
- на швах выпуклых днищ без ограничения диаметра отверстий
при условии 100 % проверки сварных швов днищ методом радиографии или
ультразвуковой дефектоскопии;
- на швах плоских днищ.
5.9.5. При необходимости отверстия в корпусе сосудов могут
укрепляться накладками (рисунок 5.7 а
и б) и усиленными штуцерами (рисунок 5.7
в), в зависимости от толщины стенки корпуса (обечайки, днища), в соответствии с
конструкторской документации.
5.9.6. Укрепляющие накладки допускается изготавливать из
нескольких частей, при этом сварные швы должны быть проварены на всю толщину
накладки. Если накладка располагается снаружи сосуда, то в каждой части
накладки должно быть предусмотрено резьбовое контрольное отверстие, для
избежания скопления газов, выделяющихся во время сварки.
(Измененная редакция. Изм. № 1).
5.9.7. Подводящие патрубки (сплющенного типа или круглого
сечения) в сепараторах непрерывной продувки выполняются тангенциально его
внутренней поверхности согласно рисунку 5.8.

Размеры b, h определяются
согласно РД
10-249 (раздел 4)
Рисунок 5.7

Рисунок 5.8
5.10. Опоры
Конструкция и расположение опор сосудов должны выполняться в
соответствии с конструкторской документацией предприятия-изготовителя с
выполнением поверочного расчета на прочность.
5.11. Элементы теплообменных
аппаратов
5.11.1. На рисунке 5.9
показаны рекомендуемые варианты фланцевых соединений:
- воротниковые фланцы с мембранным уплотнением для корпусов
ПВД и ПНД при р > 1,6 МПа и t > 300 °С (рисунок 5.9 а), группа сосудов 2, 3;
- воротниковые фланцы с прокладкой для корпусов ПВД, ПНД при
р ≤ 2,5 МПа и t ≤ 300 °С (рисунок 5.9 б), группа сосудов 3;
- плоские фланцы с прокладкой для корпусов ПСВ при р ≤
1,6 МПа и t ≤ 300 °С (рисунок 5.9
в), группа сосудов 3, 4, 5.

Рисунок 5.9
5.11.2. На рисунке 5.10
показаны рекомендуемые варианты узлов закрепления трубных решеток
подогревателя:
- между фланцами для корпусов ПНД при р ≤ 1,6
МПа и t ≤ 300 °С (рисунок 5.10
а);
- трубная решетка вваривается в обечайку корпуса (рисунок 5.10 б и 5.10 в).
В местах соединения труб с трубной решеткой вальцовку труб
рекомендуется производить на всю толщину стенки трубной решетки (рисунок 5.10 б), либо выполнять рассверловку
отверстий в трубной решетке на длину невальцованной части труб (рисунок 5.10 в).

Рисунок 5.10
5.11.3. На рисунке 5.11
представлены варианты выполнения узла крепления труб в трубных решетках
подогревателей. Для обеспечения герметичности трубных систем концы труб могут
дополнительно привариваться к трубным решеткам автоматической аргонодуговой
сваркой. Допускается приварка труб ручной аргонодуговой или ручной дуговой
сваркой покрытыми электродами до или после развальцовки в трубной решетке.
Перед выполнением сварки для исключения диаметрального зазора рекомендуется
коническая раздача концов труб. Закрепление труб сваркой без развальцовки не
допускается.
Конкретный тип соединения определяется
предприятием-изготовителем и заказчиком.
Различные
варианты сварки труб в трубной решетке

Рисунок 5.11
5.11.4. На рисунке 5.12
показана рекомендуемая развальцовка трубы в трубной решетке с двумя канавками,
обеспечивающая осевую прочность и плотность. Указанные на рисунке размеры -
рекомендуемые.
5.11.5. Конструкция вальцовочного соединения с расточкой
канавок или без расточки, с отбортовкой колокольчика или без отбортовки и
допустимая вальцовочная высота трубы должны определяться разработчиком проекта.
Технология выполнения вальцовочного соединения разрабатывается
предприятием-изготовителем сосуда.
5.11.6. Размеры элементов вальцовочного соединения: высота
выступающей части трубы или величина заглубления - должны быть указаны в
конструкторской документации.

1 - канавки
шириной 3,5 мм и глубиной 0,5 мм
Рисунок 5.12
5.11.7. При проектировании подогревателей следует
предусматривать 10 % запас поверхности теплообмена на случай выхода из строя
части труб и для дальнейшего исключения их из работы путем глушения.
5.11.8. Подвод пара в теплообменник осуществляется через
патрубок, устанавливаемый на аппарате в соответствии с технической
документацией.
Для уменьшения температурных напряжений между штуцером
подвода пара и корпусом на рисунке 5.13
представлены рекомендуемые варианты узлов ввода перегретого пара (рисунок 5.13 а) и ввода греющего пара в корпус
ПВД (рисунок 5.13 б).

Рисунок 5.13
5.11.9. При установке направляющих перегородок трубной
системы в проектируемых подогревателях следует исходить из условий обеспечения
вибрационной стойкости трубного пучка и упрощения технологии его сборки, а
также минимизации парового сопротивления трубной системы и подогревателя в целом.
5.11.10. В межтрубном пространстве аппарата под штуцером
ввода среды (напротив него) должен устанавливаться щиток, если нет других
указаний в технической документации.
5.11.11. Толщина трубных решеток должна быть не менее:
- 2,5 диаметра отверстия при диаметре трубы 18 мм и менее;
- 2,0 диаметра отверстия при диаметре трубы 19 мм и более.
Межтрубные расстояния между соседними отверстиями
(перемычки) должны быть не менее величин, указанных в таблице 5.2. Перемычки, отличные от указанных в таблице в
большую сторону, допускаются без дополнительных обоснований.
Допускается применять перемычки с толщинами, отличающимися
от указанных в таблице 5.1, при
условии выполнения расчета на прочность теплообменника и подтверждения
технологической службой предприятия-изготовителя возможности выполнения
закрепления труб.
Таблица 5.2 - Межтрубные расстояния в
трубной решетке
В
миллиметрах
|
Материал
трубной решетки
|
Диаметр
отверстий в трубной решетки
|
|
До
13
|
Св.
13 до 18
|
Св.
18 до 25
|
|
Номинальные
толщины металла перемычек
|
|
Сталь:
|
4
|
5
|
6
|
|
- коррозионностойкая
|
|
- углеродистая
|
|
Латунь
|
4
|
5
|
6
|
6. ТРЕБОВАНИЯ К МАТЕРИАЛАМ И ПОЛУФАБРИКАТАМ
6.1. Общие положения
6.1.1. Материалы, применяемые для изготовления сосудов,
должны обеспечивать их надежную работу в течение расчетного срока службы с
учетом заданных условий эксплуатации (расчетное давление, минимальная
отрицательная и максимальная расчетная температура), состава и характера среды
(коррозионная активность, токсичность и др.), влияния температуры окружающего
воздуха.
6.1.2. Материалы, применяемые для изготовления сварных сосудов,
должны выбираться проектирующей организацией в соответствии с ГОСТ Р
52630 и ПБ
03-584-03 и должны обладать высокой технологичностью и свариваемостью.
(Измененная редакция. Изм. № 1).
6.1.3. Марки сталей, рабочие условия, предельные толщины и
виды испытаний, применяемые при изготовлении сосудов, должны соответствовать
требованиям представленным в таблицах 6.1
- 6.5.
Для. изготовления сосудов (воздухосборников, подогревателей
и др.) диаметром не более 1200 мм могут применяться электросварные прямошовные
трубы (см. таблицу 6.2).
6.1.4. Применение материалов, предусмотренных таблицами 6.1 - 6.5,
для изготовления сосудов, работающих с параметрами, выходящими за установленные
пределы, а также применение материалов, не предусмотренных настоящим
стандартом, должно быть обосновано разработчиком проекта сосуда.
(Измененная редакция. Изм. № 1).
6.1.5. Материалы и полуфабрикаты должны поставляться в
термически обработанном состоянии, их качество и свойства должны удовлетворять
требованиям соответствующих стандартов и технических условий и подтверждаться
сертификатами поставщиков.
Допускается поставка полуфабрикатов без термической
обработки согласно техническим требованиям стандартов на материалы и
полуфабрикаты. В этом случае поставщик материалов или полуфабрикатов
контролирует свойства на образцах, термически обработанных по согласованным
режимам завода-изготовителя сосудов в соответствии с указаниями стандартов на
поставку, и соответствующим образом оформляет сертификат. В сертификате должен
быть указан режим термообработки полуфабриката или образцов на
предприятии-поставщике.
6.1.6. Наличие сопроводительных сертификатов на листовую
сталь, сортовой прокат, поковки, трубы и присадочные материалы, полнота
необходимых сведений в них (с указанием о проведении термической обработки) и
их соответствие требованиям стандартов или технических условий должны быть
проверены техническим контролем предприятий-изготовителей сосудов.
6.1.7. При отсутствии или неполноте данных в сертификатах на
материалы или полуфабрикаты предприятие-изготовитель сосуда должно произвести
необходимые (недостающие) испытания или исследования с оформлением результатов
протоколом, дополняющим (заменяющим) сертификат поставщика полуфабриката.
6.1.8. Применение материалов и полуфабрикатов, изготовленных
из новых марок сталей, разрешается Ростехнадзором на основании положительного
заключения специализированной организации, выданного в установленном порядке.
Для получения заключения заказчиком должны быть представлены
в специализированную организацию данные о механических (σ20в,
σ1в, σ200,2, σ10,2,
δ5, ψ), химических (химический состав),
физических (коррозионная стойкость), технологических (свариваемость,
пластичность) свойствах этих сталей, полученных путем испытаний и исследований
образцов после основной и дополнительной термической обработки.
(Измененная редакция. Изм. № 1).
6.1.9. При выборе материалов для сосудов, устанавливаемых на
открытой площадке или в неотапливаемом помещении, необходимо учитывать:
- абсолютную минимальную температуру наружного воздуха
данного района, если температура стенки сосуда, находящегося под давлением,
может стать отрицательной от воздействия окружающего воздуха;
- среднюю температуру воздуха наиболее холодной пятидневки
данного района, если температура стенки сосуда, находящегося под давлением,
положительная.
6.1.10. Материалы для элементов, привариваемых
непосредственно к корпусу сосуда изнутри и снаружи (например, лап, опор,
подкладок и т.п.), должны обладать хорошей свариваемостью с материалом корпуса,
т.е. должны применяться материалы одного класса. К наружной поверхности
корпусов сосудов из аустенитных хромоникелевых сталей допускается приварка
элементов из углеродистых или низколегированных сталей.
6.1.11. Во время хранения и транспортирования материалов на
предприятии-изготовителе сосудов должны быть исключены повреждения материалов и
обеспечена возможность сличения нанесенной маркировки с данными сопроводительной
документации.
6.2. Листовая сталь
6.2.1. Марки сталей, рабочие условия и предельные толщины
листовой стали должны соответствовать таблице 6.1 настоящего стандарта.
6.2.2. Листы из стали марок Ст3сп и Ст3Гпс толщиной, более
указанной в таблице 6.1, допускается
применять на те же параметры при условии проведения испытаний металла на
ударную вязкость в объеме, предусмотренном ГОСТ
14637. При этом величина ударной вязкости должна быть при температуре 20 °С
не менее 50 Дж/см2, при температуре минус 20 °С и после механического
старения - не менее 30 Дж/см2.
Таблица 6.1 - Листовая сталь
|
Марка
стали, обозначение НД
|
НД
на лист
|
Рабочие
параметры
|
Предельная
толщина листа, мм
|
Назначение
|
|
р, МПа
|
t,
°С
|
|
Ст3пс,
Ст3сп по ГОСТ
380
|
ГОСТ
14637
|
0,07
|
От
минус 15 до 350
|
12
|
Для корпусов, днищ, плоских фланцев, трубных
решеток и других деталей
|
|
1,6
|
от
10 до 200
|
|
Ст3пс3,
Ст3сп3 Ст3Гпс3 по ГОСТ
380
|
5,0
|
От
0 до 200
|
40
|
|
Ст3пс4,
Ст3сп4 по ГОСТ
380
|
От
минус 20 до 200
|
25
|
|
Ст3Гпс4
по ГОСТ
380
|
30
|
|
Ст3пс5,
Ст3сп5 по ГОСТ
380
|
От
минус 20 до 425
|
25
|
|
Ст3Гпс5
по ГОСТ
380
|
30
|
|
Ст3пс6,
Ст3сп6 по ГОСТ
380
|
От
0 до 425
|
25
|
|
Ст3Гпсб
по ГОСТ
380
|
30
|
|
20
по ГОСТ
1050
|
ГОСТ
1577
|
5,0
|
От
минус 20 до 425
|
25
|
|
20К
по ГОСТ
5520
|
ГОСТ
5520
|
Не
ограничено
|
От
минус 20 до 475
|
60
|
|
22К
по ГОСТ
5520
|
ГОСТ
5520
|
От
минус 20 до 425
|
70
|
|
09Г2С,
10Г2С1, 16ГС, 17ГС, 17Г1С в зависимости от категории стали по ГОСТ
5520
|
ГОСТ
5520
|
От
минус 30 до 450
|
160
|
|
09Г2С,
10Г2С1, 16ГС, 17ГС, 17Г1С в зависимости от категории стали по ГОСТ
19281
|
ГОСТ
19281
|
От
минус 30 до 200
|
160
|
|
16ГНМА
по ОСТ 108.030.118
|
ОСТ
108.030.118
|
От
минус 20 до 350
|
Не
ограничено
|
|
14ГНМА
по ТУ 108.11.617
|
ТУ
108.11.617
|
От
минус 20 до 350
|
Не
ограничено
|
|
12ХМ
категория 3 по ГОСТ
5520
|
ГОСТ
5520
|
От
минус 40 до 560
|
160
|
|
12МХ
по ГОСТ 20072
|
ТУ
14-1-642
|
От
минус 40 до 540
|
160
|
|
10ХСНД
в зависимости от категории стали по ГОСТ
19281
|
ГОСТ
19281
|
От
минус 30 до 200
|
160
|
|
08X18Н10Т 12Х18Н10Т 12Х18Н9Т по ГОСТ
5632
|
ГОСТ
7350
|
От
минус 70 до 600
|
50
|
|
Ст3сп
3 - 6 категории с плакирующим слоем из сталей марок 08Х18Н10Т 12Х18Н10Т по ГОСТ
10885
|
ГОСТ
10885
|
5,0
|
От
минус 20 до 425
|
26
|
|
20К
с плакирующим слоем из сталей марок 08Х18Н10Т 12Х18Н10Т по ГОСТ
10885
|
ГОСТ
10885
|
5,0
|
От
минус 20 до 425
|
Не
ограничено
|
|
16ГС,
09Г2С с плакирующим слоем из сталей марок 08Х18Н10Т 12Х18Н10Т по ГОСТ
10885
|
ГОСТ
10885
|
Не
ограничено
|
От
минус 10 до 450
|
Не
ограничено
|
|
22К
с плакирующим слоем из сталей марок 08Х19Н10Г2Б или 08Х18Н10Т по ТУ 108.1152
|
ТУ
108.1152
|
от
0 до 350
|
160
|
Для трубных решеток
|
(Измененная редакция. Изм. № 1).
6.2.3. Требования к испытанию листов на ударную вязкость
после механического старения должны предъявляться к листам, подвергаемым
холодному формообразованию и предназначенным для работы при температуре стенки
выше 200 °С.
6.2.4. Листы толщиной более 60 мм, предназначенные для
изготовления сосудов, работающих под давлением выше 10 МПа, должны подвергаться
полистному ультразвуковому контролю по ГОСТ
22727, нормы оценки сплошности листа - по 1 классу ГОСТ
22727.
6.2.5. Для плоских фланцев при рабочем давлении до 2,5 МПа и
температуре до 300 °С допускается применение листа из стали марки Ст3сп 3-й,
4-й и 5-й категорий ГОСТ
14637 и при давлении до 1,6 МПа и при температуре до 200 °С - листа из
сталей марок Ст3сп, Ст3пс 2-й и 3-й категорий ГОСТ
14637.
6.3. Трубы
6.3.1. Марки материалов для труб, рабочие условия и виды
испытаний должны соответствовать таблицам 6.2
и 6.3 настоящего стандарта.
6.3.2. Трубы, применяемые для коллекторов, штуцеров и труб
поверхностей нагрева, до запуска в производство должны пройти входной контроль
на соответствие их качества ТУ
14-3Р-55, ТУ
14-3-190 или другими НД, согласованными с Ростехнадзором, в зависимости от
категории безопасности сосудов.
6.3.3. Трубы, используемые в аппаратах с применением
развальцовки, должны испытываться на раздачу, в остальных случаях - на
сплющивание или изгиб. Объем испытаний согласно нормативной документации на
трубы.
(Измененная редакция. Изм. № 1).
6.3.4. При заказе электросварных труб с толщиной стенки 12
мм и более по ГОСТ
10706 необходимо требовать испытание на ударную вязкость основного металла
при плюс или минус 20 °С.
6.3.5. При заказе электросварных труб по ГОСТ
10706 для изготовления корпусов сосудов необходимо проведение УК сварного
шва по всей длине.
6.3.6. При заказе труб по ГОСТ
8733 и ГОСТ
8731 необходимо указать группу В, требование гидравлического испытания
каждой трубы, испытания на раздачу, сплющивание, загиб (при необходимости).
Применение для изготовления корпусов сосудов труб,
изготовленных из слитка, не допускается.
6.3.7. При заказе труб из коррозионно-стойких сталей по ГОСТ
9940 необходимо требовать термообработку труб, очистку их от окалины,
гидравлическое испытание каждой трубы, проведение испытаний на стойкость против
межкристаллитной коррозии (при указании в чертеже).
6.4. Поковки, штамповки, прокат
6.4.1. Марки материалов для поковок, рабочие условия и виды
испытаний должны соответствовать таблице 6.4
настоящего стандарта.
6.4.2. Поковки из углеродистых и низколегированных сталей,
предназначенные для изготовления деталей, работающих под давлением 6,3 МПа и
более, и имеющие один из габаритных размеров более 200 мм при толщине более 50
мм, должны подвергаться поштучному контролю ультразвуковым или другим
равноценным методом. Объем контроля устанавливается конструкторской
организацией в соответствии с ОСТ
108.030.113 не менее 50 % объема контролируемой поковки. Нормы оценки
сплошности - по ОСТ
108.030.113.
6.4.3. Допускается применение круглого проката наружным
диаметром до 80 мм для изготовления деталей методом холодной механической
обработки. Для полых круглых деталей с толщиной стенки не более 40 мм и длиной
до 200 мм допускается использование круглого проката наружным диаметром не
более 160 мм. Прокат должен быть подвергнут УК. Объем контроля и нормы оценки
сплошности при УК указывается конструкторской организацией.
Таблица 6.2 - Стальные трубы
|
Марка
стали, обозначение НД
|
НД
на трубы
|
Рабочие
параметры
|
Назначение
|
|
р, МПа
|
t, °С
|
|
бесшовные
|
|
10, 20
|
ГОСТ
8731
|
5,0
|
От
минус 30 до 425
|
Для трубных пучков, змеевиков, патрубков
и других деталей
|
|
по ГОСТ
1050
|
ГОСТ
8733
|
|
|
группа В
|
|
10, 20
|
ТУ
14-3-190
|
6,4
|
От
минус 30 до 425
|
|
по ГОСТ
1050
|
|
20, 20-ПВ,
|
ТУ
14-3Р-55
|
Не
ограничено
|
От
0 до 475
|
|
15ГС
|
|
|
12Х1МФ
|
до
570
|
|
12Х18Н12Т
|
до
600
|
|
по ТУ
14-3Р-55
|
|
|
08X14МФ
|
ТУ 14-3-1808
|
Не
ограничено
|
350
|
Для трубных пучков
|
|
по ТУ 14-3-1808
|
|
электросварные
|
|
Ст3сп3, Ст3пс3
|
ГОСТ
10706
|
5,0
|
От
0 до 200
|
Для трубных пучков, змеевиков
|
|
по ГОСТ
380
|
группа В
|
|
08Х18Н10Т
|
ТУ 14-3-1391
|
5,0
|
От
минус 273 до 610
|
|
12Х18Н10Т
|
|
по ГОСТ
5632
|
Таблица 6.3 - Трубы из цветных металлов и
сплавов
Таблица 6.4 - Поковки
(Измененная редакция. Изм. № 1).
6.5. Крепежные детали
6.5.1. Марки сталей для изготовления крепежных деталей,
технические требования к ним, предельные параметры применения должны
соответствовать таблице 6.5 настоящего стандарту.
Таблица 6.5 - Крепежные детали
|
Марка
стали, обозначение НД
|
НД
на крепеж
|
Предельные
параметры рабочей среды
|
|
Шпильки
и болты
|
Гайки
|
|
р, МПа
|
t,
°C
|
р, МПа
|
t,
°C
|
|
Ст3сп6, Ст3сп5
|
|
1,6
|
350
|
2,5
|
350
|
|
по ГОСТ
380
|
|
|
30, 35, 40, 45
|
|
10
|
425
|
20
|
425
|
|
По ГОСТ
1050
|
ГОСТ
20700
|
|
35Х, 40Х
|
ГОСТ
1759.0
|
20
|
425
|
20
|
450
|
|
ГОСТ
4543
|
|
|
30ХМА, 35ХМ
|
|
Не
ограничено
|
450
|
Не
ограничено
|
510
|
|
по ГОСТ
4543
|
|
|
25Х1МФ
|
ГОСТ
20700
|
510
|
540
|
|
по ГОСТ 20072
|
|
|
20Х1М1Ф1ТР
|
|
580
|
580
|
|
по ГОСТ 20072
|
|
|
31Х19Н9МВБТ,
|
|
625
|
625
|
|
ХН35ВТ
|
|
|
по ГОСТ
5632
|
|
6.5.2. Гайки и шпильки (болты) для
соединений должны изготавливаться из сталей разных марок, а при изготовлении из
сталей одной марки твердость гаек должна быть не менее чем на 15 НВ (согласно ПБ
03-584) ниже твердости шпильки (болта).
Допускается применение шпилек и гаек одинаковой твердости
при условии выполнения резьбы шпильки методом накатки, как это предусмотрено ГОСТ
20700.
6.5.3. Материалы крепежных деталей должны выбираться с
коэффициентом линейного расширения близким по значению коэффициенту линейного
расширения материала лазового затвора, фланца. Разница в значениях коэффициента
линейного расширения не должна превышать 10 %. Применение сталей с различными коэффициентами
линейного расширения (более 10 %) допускается в случаях, обоснованных расчетом
на прочность.
6.5.4. В случае изготовления крепежных деталей холодным
деформированием они должны подвергаться термической обработке.
6.6. Сварочные материалы
6.6.1. Сварочные материалы должны выбираться в зависимости
от марок сталей и методов сварки в соответствии с таблицей 6.6.
Сварочные материалы до запуска в производство должны пройти
входной контроль (проверка сопроводительной документации, состояние и размеры
материалов, контроль металла шва и наплавленного металла) на соответствие
требованиям РД
03-613, стандартов или технических условий.
6.6.2. Химический анализ легированной сварочной проволоки на
содержание основных легирующих элементов проводится от каждой плавки-партии.
Проволока должна проходить контроль стилоскопированием на подтверждения марки
материала стали. Если при этом выявлены отклонения в химическом составе бухты,
то проводится полный химический анализ данной бухты.
6.6.3. Электроды для ручной дуговой сварки по ГОСТ
9467 и ГОСТ
10052 должны обеспечивать механические свойства металла шва (наплавленного
металла) в соответствии с требованиями этих стандартов.
Механические свойства металла шва (наплавленного металла),
выполненного другими сварочными материалами или другими способами сварки,
должны соответствовать требованиям таблицы 6.6.
Таблица 6.6 - Механические свойства металла
шва (наплавленного металла)
|
Группа
стали
|
Временное
сопротивление разрыву Н/мм2, не менее
|
Относительное
удлинение, %, не менее
|
Ударная
вязкость KCU, Дж/см2
|
|
при
температуре плюс 20 °С
|
|
Углеродистые, низколегированные
марганцовистые и кремнемарганцовистые
|
Не ниже нижнего предела прочности
металла по стандартам и техническим условиям на соответствующие марки сталей
|
18
|
50
|
|
Аустенитные
|
По стандартам и техническим условиям на
сварочный материал или не менее 18 % при отсутствии данной характеристики
|
70
|
Таблица 6.7 - Сварочные материалы
|
Марка
стали свариваемых деталей и
сборочных единиц
|
Способ
сварки
|
|
Ручная
электродуговая сварка
|
Автоматическая
электродуговая сварка под флюсом
|
Аргонодуговая сварка
|
Дуговая
сварка плавящимся электродом в защитных газах
|
Электрошлаковая сварка
|
|
Марки
применяемых сварочных материалов
|
|
электроды
ГОСТ
9466
|
проволока
ГОСТ
2246
|
флюс ГОСТ 9087
|
проволока
ГОСТ
2246
|
проволока
ГОСТ
2246
|
проволока
ГОСТ
2246
|
Флюс ГОСТ 9087
|
|
Ст3сп, Ст3пс, Ст3Гпс, 10, 20
|
ЦУ-6, ЦУ-7
|
Св-08,
|
ОСЦ-45,
|
Св-08ГА-2*
|
Св-08Г2С
|
Св-10ГА
|
АН-8
|
|
УОНИИ 13/45
|
Св-08А,
|
ОСЦ-45М,
|
Св-08ГС
|
ПП-АН8
|
Св-10Г2
|
ФЦ-6
|
|
УОНИИ 13/55
|
Св-08АА,
|
АН-348-А,
|
Св-08Г2С
|
Св-8ГСМТ
|
ФЦ-11
|
|
ЦУ-5
|
Св-08ГА
|
АН-348-АМ,
|
АП-АН2
|
ФЦ-21
|
|
ТМУ-21У
|
АН-42,
|
|
АН-42М,
|
|
АНЦ-1
|
|
20К
|
Св-08ГА,
|
ФЦ-11
|
|
Св-10ГА,
|
|
Св-10Г2,
|
|
Св-08ГС
|
|
22К
|
ЦУ-7
|
Св-08А,
|
ФЦ-11,
|
|
УОНИИ 13/55
|
Св-08АА,
|
ФЦ-16,
|
|
ЦУ-5
|
Св-08ГА,
|
ФЦ-22
|
|
ТМУ-21У
|
Св-10ГА,
|
|
|
Св-10Г2,
|
|
Св-08ГС
|
|
15ГС, 16ГС, 09Г2С,
|
УОНИИ 13/55
|
Св-08ГС,
|
ФЦ-11,
|
Св-08ГС,
|
Св-08Г2С,
|
Св-08Г2,
|
|
|
17ГС, 17Г1С, 17Г1СУ
|
ЦУ-5, ЦУ-6,
|
Св-12ГС
|
ФЦ-16,
|
Св-08Г2С
|
Св-10ГСМТ
|
Св-12ГС
|
-
|
|
10ХСНД
|
ЦУ-7, ТМУ-21У
|
|
ФЦ-22
|
|
|
|
|
|
14ГНМА
|
ЦЛ-21,
|
Св-10НМА
|
ФЦ-11,
|
|
Св-10ГСМТ
|
Св-10НМА
|
АН-8,
|
|
16ГНМА
|
ЦЛ-48
|
ФЦ-16,
|
-
|
ФЦ-6,
|
|
|
|
ФЦ-22
|
|
ФЦ-11
|
|
12МХ, 12ХМ
|
ЦУ-2ХМ,
|
Св-08ХМ
|
ФЦ-11,
|
Св-08ХМ-2,
|
Св-08ХГСМА
|
-
|
-
|
|
|
ЦЛ-38,
|
|
ФЦ-16,
|
Св-08ХМ,
|
|
|
|
|
|
ЗИО-20,
|
|
ФЦ-22
|
Св-08ХГСМА
|
|
|
|
|
|
ТМЛ-IV, Н-3
|
|
|
|
|
|
|
|
12X18H12T
|
Э-08Н19Н10Г2Б
|
Св-04Х20Н10Г2Б
|
ФЦ-17
|
Св-04Х20Н10Г2Б
|
Св-04Х20Н10Г2Б
|
Св-04Х20Н10Г2Б
|
ОФ-6
|
|
Э-09Х9Н11ГЗ3М2Б
|
Св-04Х20Н10Г2БУ
|
ОФ-6
|
Св-04Х20Н10Г2БУ
|
Св-08Х19Н10Г2БУ
|
Св-08Х19Н10Г2БУ
|
|
|
Св-08Х19Н10Г2БУ
|
|
Св-08Х19Н10Г2БУ
|
|
|
|
|
Св-08Х19Н10Г2БУ-1
|
|
Св-08Х19Н10Г2БУ-1
|
|
|
|
_____________
* Проволока марки Св-08ГА-2 изготавливается по
ТУ-14-1-4369-87
Примечания
1. Допускается применять и другие
сварочные материалы по другим нормативным документам, согласованным с
Ростехнадзором.
2. Проволоку марок Св-08ХМ и Св-08ХМФА
допускается применять для аргонодуговой сварки только при содержании кремния
в проволоке не менее 0,22 %.
|
6.6.4. Контроль металла шва (наплавленного
металла) при проверке качества сварочных материалов производится путем
изготовления контрольных швов к (или) контрольных наплавок, а проверка их
качества - в соответствии с требованиями раздела VI ПБ
03-584.
(Измененная редакция. Изм. № 1).
6.6.5. Перед запуском в производство сварочной проволоки необходимо
проверить наличие бирок на бухтах, наличия маркировки и соответствие
сертификатов на эти бухты требованиям нормативной документации.
7.1. Для резки листов, поковок, труб допускается применение
механической и термической резки, при этом термическая резка листов и труб из
стали, чувствительной к местному нагреву и быстрому охлаждению, должна
производиться по технологическому процессу, исключающему возможность
образования трещин или ухудшения качества металла на кромках и в зоне
термического влияния. В необходимых случаях предусматривается подогрев,
последующая механическая обработка кромок и метод НК на отсутствие трещин или
расслоений.
После термической резки следует проводить механическую обработку
кромок, предусмотренную производственно-технологической документацией.
7.2. Разметка заготовок должна производиться по
технологическому процессу предприятия-изготовителя, обеспечивающему необходимую
точность.
Маркировка и ее объем должны соответствовать требованиям
конструкторской и технологической документации.
8.1. Материалы и полуфабрикаты (лист, поковки, трубы) для
изготовления сосудов должны пройти входной контроль на предмет проверки
сопроводительной документации, наличие маркировки, визуальный и измерительный
контроль согласно ГОСТ
24297 и РД
03-606. Организация входного контроля материалов и запуск их в производство
должны производиться в соответствии с действующими на предприятии-изготовителе
процедурами.
8.2. При визуальном контроле проверяется соответствие
качества поверхности каждого листа требованиям стандартов и технических условий
на поставку стали.
Одновременно контролируются наличие маркировки и клейм
предприятия-поставщика и их соответствие данным сертификатов, измеряются длина,
ширина и толщина листов.
8.3. На листах, принятых к изготовлению элементов сосуда,
должна быть сохранена маркировка металла. Если лист разрезают на части, на
каждую из них должна быть перенесена маркировка металла листа.
8.4. Входной контроль должны проходить:
- основные материалы;
- сварочные материалы:
- материалы для дефектоскопии.
Результаты входного контроля материалов и полуфабрикатов
оформляются в специальных журналах. Дополнительно к журналу входного контроля
сварочных материалов должен вестись журнал прокалки покрытых электродов и
сварочных флюсов для обеспечения возможности проверки срока их годности.
В каждом журнале по входному контролю материалов должны быть
зафиксированы следующие данные: наименование и марка материала; обозначение
стандарта или технического условия на материал; номер партии материала или
номер плавки; номер и дата сертификата на партию материала; соответствие данных
сертификата требованиям стандарта или технического условия на материал; масса
партии материалов без упаковки; сохранность упаковки для сварочных материалов;
результаты испытаний, проводимых при входном контроле; заключение о допуске
материалов к применению.
9. ТРЕБОВАНИЯ К ИЗГОТОВЛЕНИЮ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК
9.1. Общие требования
9.1.1. Обечайки из листов должны изготовляться либо путем
вальцовки, либо путем штамповки полуобечаек с последующей сваркой.
Вальцовка или штамповка должны производиться только на
соответствующих машинах или прессах по технологии предприятия-изготовителя.
Для обечаек из сталей марок 09Г2С, 16ГС, 20К, 20 с толщиной
стенки до 80 мм включительно, превышающей 5 % от внутреннего диаметра обечайки,
допускается применять «теплую» гибку (вальцовку, калибровку) с температурой
нагрева от 620 °С до 650 °С.
Режим «тепловой» калибровки проводится в режиме отпуска.
9.1.2. После вальцовки или штамповки наружная и внутренняя
поверхности обечаек должны быть очищены от окалины и подвергнуты визуальному и
измерительному контролю.
Не допускаются трещины, расслоения, раковины, плены,
глубокие риски и вмятины.
Допускаются без исправления вмятины от окалины и рябизна
глубиной до 10 % от толщины стенки при толщине до 30 мм и не более 3 мм при
толщине стенки более 30 мм; раковины, риски и задиры глубиной в этих же
пределах должны быть расшлифованы с плавным переходом радиусом кривизны выборки
не менее 100 мм и радиусом закруглений перехода на основную поверхность не
менее 30 мм.
9.1.3. Исправление дефектов поверхности, выходящих за
расчетную толщину, производится расшлифовкой с заваркой дефектных мест по
технической документации предприятия-изготовителя сосудов с применением
неразрушающих методов контроля.
9.2. Требования к допускам и
предельным отклонениям размеров и формы обечаек
9.2.1. Предельные отклонения обечаек от формы и номинальных
размеров, после сборки и сварки обечаек корпуса (без днищ) (рисунок 9.1) не должны превышать значений,
приведенных в таблице 9.1.
Предельные отклонения на толщину стенки должны быть указаны
в чертеже.
9.2.2. Относительная овальность обечаек (рисунок 9.1). в любом сечении не должна превышать
1 %, при этом разность ΔD = (Dmax - Dmin)
не должна быть более 20 мм для сосудов диаметром свыше 2000 мм. Относительная
овальность вычисляется по формуле:

Огранка Δ определяется по формуле: 
Если при изготовлении получена относительная овальность
свыше 1 % до 3 %, разрешается калибровка обечайки по технологии
предприятия-изготовителя.

Рисунок 9.1
Таблица 9.1 - Предельные отклонения при
изготовлении обечаек
В
миллиметрах
|
Внутренний
диаметр, D
|
Предельные
отклонения на внутренний диаметр, ±ΔD
|
Допускаемая
неперпендикулярность торцов С относительно оси, не более
|
Огранка
Δ (рисунок 9.1), в диаметральном сечении, не более
|
|
До 1000 вкл.
|
5
|
2
|
3
|
|
Св. 1000 до 1500 вкл.
|
7
|
3
|
4
|
|
Св. 1500 до 2300 вкл.
|
9
|
4
|
4
|
|
Св. 2300 до 2800 вкл.
|
11
|
5
|
5
|
|
Св. 2800 до 3000 вкл.
|
12
|
8
|
6
|
|
Св. 3000
|
13
|
10
|
7
|
9.2.3. Отклонение от прямолинейности
допускается определять относительно образующих обечаек.
9.2.4. Отклонение длины обечайки от номинальных размеров, а
также ее прогиб (включая отклонение от прямолинейности осей стыкуемых обечаек)
не должны превышать значений, приведенных в таблице 9.2.
Таблица 9.2 - Предельные отклонения длины и формы обечаек
В
миллиметрах
|
Длина
обечайки
|
Предельное
отклонение длины
|
Прогиб
на 1 м, не более
|
Прогиб
на всю длину, не более
|
|
+ΔL
|
-ΔL
|
|
До 5000 вкл.
|
10
|
5
|
2,0
|
10
|
|
Св. 5000 до 10000 вкл.
|
20
|
10
|
1,5
|
15
|
|
Св. 10000 до 15000 вкл.
|
30
|
15
|
1,5
|
20
|
|
Св. 15000
|
30
|
15
|
1,5
|
30
|
9.2.5. После сборки и сварки
обечаек корпус (без днищ) должен удовлетворять следующим требованиям:
а) местная непрямолинейность не учитывается:
- в местах сварных швов;
- в зоне вварки штуцеров и люков в корпус;
- в зоне конусности обечайки, используемой для достижения
допустимых смещений кромок в кольцевых швах сосудов, имеющих эллиптические
днища;
б) отклонение от прямолинейности корпуса (без днищ) сосудов
с внутренними устройствами, устанавливаемыми в собранном виде, не превышает
величину, номинального зазора между внутренним диаметром корпуса и наружным
диаметром устройства на участке установки.
Выпуклость кольцевых и продольных швов на внутренней
поверхности корпуса должны быть зачищены в местах, где они мешают установке
внутренних устройств.
Выпуклость сварных швов не снимают у корпусов сосудов,
изготовленных из двухслойных и коррозионно-стойких сталей; при этом у деталей
внутренних устройств делают местную выемку в местах прилегания к сварному шву.
В случае, когда зачистка таких внутренних швов необходима, должна быть
предусмотрена технология сварки, обеспечивающая коррозионную стойкость
зачищенного шва.
9.2.6. Конструктивные элементы сварных соединений должны
выбираться в соответствии с НД в зависимости от способа сварки и толщины стенки
или указываться в конструкторской документации, если сварные соединения не
стандартизованы.
9.2.7. Смещение сварного шва от номинального положения,
указанного на чертеже, допускается в следующих пределах:
- перекос продольного шва относительно продольной оси
цилиндрической обечайки не более 6 мм на 1 м длины;
- суммарное отклонение на параллельное смещение шва и перекос
не более 50 мм.
9.2.8. В стыковых сварных соединениях обечаек, стыкуемых
между собой или с днищами, продольных швах отдельных обечаек и швах элементов
днищ с одинаковой номинальной толщиной стенки смещение (несовпадение) кромок
свариваемых элементов с наружной стороны шва не должно превышать величин,
установленных в таблице 9.3.
В стыковых сварных соединениях, выполняемых электродуговой сваркой
с двух сторон указанное смещение кромок не должно быть превышено ни с наружной,
ни с внутренней сторон шва, а выполняемых электрошлаковой сваркой, не должно
превышать 5 мм.
Таблица 9.3
В миллиметрах
|
Номинальная
толщина стенки свариваемых листов, s
|
Максимально
допустимое смещение (несовпадение) кромок в стыковых соединениях, h
|
|
продольные
|
поперечные
кольцевые
|
|
До 20
|
0,ls + 0,5
|
0,1s + 1,0
|
|
Свыше 20 до 50 включ.
|
3(0,04s + 2,0)
|
0,15s, но не более
5 мм
|
|
Свыше 50 до 100 включ.
|
0,04s + l,0
|
0,04s + 3,5
|
|
Свыше 100
|
0,01s + 4,0, но не
более 3,0 мм
|
0,025s + 5,0, но не
более 10,0 мм
|
10.1. Общие положения
10.1.1. Днища должны изготавливаться в соответствии с требованиями
настоящего стандарта по технической документации, утвержденной в установленном
порядке.
10.1.2. Днища должны изготавливаться штамповкой из целого
листа или из нескольких листов, предварительно сваренных до изготовления.
Сварной шов должен быть проконтролирован РК или УК по всей длине после
изготовления днища.
Смещение кромок свариваемых заготовок днищ не должно
превышать 10 % толщины листа, но не более 3 мм.
Допускается изготовление днищ свободной ковкой машинным
способом при условии их последующего ультразвукового контроля.
10.1.3. После штамповки наружная и внутренняя поверхности
днищ должны быть очищены от окалины и подвергнуты визуальному и измерительному
контролю по всей наружной и внутренней поверхности. Не допускаются трещины,
расслоения, раковины, плены, глубокие риски и вмятины.
Допускаются без исправления вмятины от окалины и рябизна
глубиной до 10 % от толщины стенки при толщине до 30 мм и не более 3 мм при
толщине стенки более 30 мм; раковины, риски и задиры глубиной в этих же пределах
должны быть расшлифованы с плавным переходом радиусом кривизны выборки не менее
100 мм и радиусом закруглений перехода на основную поверхность не менее 30 мм.
10.1.4. С готовыми днищами, поставляемыми по кооперации или
договору, по требованию заказчика должны быть поставлены образцы-свидетели
основного металла для определения их механических свойств. Образцы-свидетели
должны иметь маркировку днищ. Если в днище будет вырезаться лаз или отверстие
под патрубок размером не менее 300 мм, то дополнительного образца-свидетеля не
требуется.
В качестве образца-свидетеля может быть использована готовая
деталь днища или отрезок исходного листа, подвергнутый нагревам под
формоизменение, в том же объеме и по аналогичным режимам (вместе с днищем или
отдельно от него).
Вырезка образцов-свидетелей, их количество и нормы оценки
качества механических свойств производятся в соответствии с техническими
условиями на основной материал и требованиями настоящего стандарта.
Испытание на механическое старение после формоизменения не
проводится. Оно выполняется на исходном листе или принимается по сертификату на
материал.
(Измененная редакция. Изм. № 1).
10.1.5. Каждое отправляемое заказчику днище или его
заготовка должны сопровождаться удостоверением о качестве изготовления по форме
и содержанию соответствующих разделов паспорта на сосуд.
(Измененная редакция. Изм. № 1).
10.2. Требования к допускам и
предельным отклонениям размеров и формы
10.2.1. Изготовление днищ должно производиться с соблюдением
размеров и допусков, указанных в чертежах и стандартах.
10.2.2. Отклонение внутреннего (наружного) диаметра в
цилиндрической части отбортованных днищ и полусферического днища допускается не
более 1 % номинального диаметра. Относительная овальность допускается не более
1 %.
10.2.3. Совместный увод кромок сварных соединений днищ,
собираемых из лепестков, не должен превышать 10 % от толщины листа плюс 3 мм,
но не более 5 мм для днищ толщиной более 20 мм. Совместный увод кромок
определяется шаблоном длиной 1/6 диаметра днища, но не менее 200 мм.
10.2.4. Отклонения основных размеров эллиптических
отбортованных днищ не должны превышать величин, указанных в таблицах 10.1, 10.2, 10.3
(рисунки 10.1 и 10.2). Методы и средства контроля указанных отклонений
определяются технологией предприятия-изготовителя.
Таблица 10.1 - Допуски высоты
цилиндрической части и высоты выпуклости (вогнутости) на эллиптической части
днища
В
миллиметрах
|
Внутренний
диаметр днища
|
Предельное
отклонение высоты цилиндрической части, Δh1
|
Предельная
высота отдельной вогнутости или выпуклости на эллипсоидальной части, Т
|
|
До 720
|
+10
|
4
|
|
От 800 до 1300
|
+15
|
5
|
|
Свыше 1320
|
+20
|
6
|
_______________
Δh1 - по рисунку 10.3.
10.2.5. На цилиндрической части днища не допускаются гофры
высотой более 2 мм. Высота отдельной вогнутости или выпуклости Т на
эллиптической части поверхности днищ должна быть не более 6 мм (рисунки 10.1 и 10.2).
Таблица 10.2 - Допуски формы эллиптической
поверхности
В
миллиметрах
|
Внутренний
диаметр днища
|
Зазор
между шаблоном и эллиптической поверхностью
|
|
Δr
|
ΔR
|
|
До 530
|
4
|
8
|
|
От 550 до 1400
|
6
|
13
|
|
От 1500 до 2200
|
10
|
21
|
|
От 2400 до 2800
|
12
|
31
|
|
Свыше 2800
|
16
|
41
|
10.2.6. В днищах, изготовляемых
штамповкой и фланжированием, не допускается утонение более 15 % в зоне перехода
цилиндрической части в выпуклую и утолщение борта днища более 10 % от исходной
номинальной толщины.
Таблица 10.3 - Предельные отклонения
основных размеров обечайки и днища
В
миллиметрах
|
Внутренний
диаметр днища, D
|
Предельные
отклонения ±ΔD
|
Предельные
отклонения ±Δh2 эллиптической поверхности
|
|
при
толщине стенки
|
|
до
22
|
св.
22
|
|
До 530 включ.
|
3
|
3
|
4
|
|
Св. 550 до 1400 включ.
|
3
|
4
|
6
|
|
Св. 1500 до 2200 включ.
|
5
|
6
|
12
|
|
Св. 2400 до 2800 включ.
|
6
|
7
|
16
|
|
Примечание - По согласованию с заказчиком
допускается изготовление днищ с предельными отклонениями диаметра ±0,5 % и
относительной овальностью до 1 %, при этом суммарное отклонение не должно
быть более 20 мм для днищ диаметром свыше 2000 мм.
|

Рисунок 10.1

Рисунок 10.2

Рисунок 10.3
10.2.7. Допуск наклона цилиндрической части днища
относительно шаблона (зазор) указан в таблице 10.4 и на рисунке 10.1.
10.2.8. Контроль формы готового днища следует производить
шаблоном не менее чем в двух взаимноперпендикулярных положениях. Высота
цилиндрической части должна измеряться приложением линейки по ГОСТ
427.
Таблица 10.4
В
миллиметрах
|
Толщина
днища, s'
|
Допуск
наклона, с
|
|
До 20 вкл.
|
4
|
|
От 21 до 25 вкл.
|
5
|
|
От 26 до 34 вкл.
|
6
|
|
Свыше 34
|
8
|
10.2.9. Днища, изготовленные из коррозионностойкой
стали аустенитного класса методом горячей штамповки или горячего фланкирования,
а также днища, прошедшие термообработку или горячую правку, должны быть очищены
от окалины, если это требование предусмотрено нормативной документацией. Пассивирование
рабочей поверхности днищ производится по требованию технической документации.
11.1. Отклонение от плоскостности для плоских днищ по ГОСТ 12622
и ГОСТ
12623 не должно превышать требований по отклонению от плоскостности на лист
по ГОСТ 19903.
11.2. Отклонение от плоскостности для плоских днищ,
работающих под давлением, после приварки их к обечайке не должно превышать 0,01
внутреннего диаметра сосуда, но не более 20 мм при условии, что в технической
документации не указаны более жесткие требования.
11.3. Требования раздела не распространяются на плоские
днища, изготавливаемые из нескольких частей.
12.1. Требования к изготовлению трубных элементов
представлены в СТО
ЦКТИ 10.003.
12.2. При подгонке концов труб допускается холодная раздача
концов труб. Области применения способов раздачи концов труб приведены в СТО
ЦКТИ 10.003.
12.3. Неперпендикулярность плоскости торца относительно оси
трубы не должен превышать значений, указанных в СТО
ЦКТИ 10.003.
12.4. Овальность и утонение стенки в местах гиба труб не
должны превышать значений, указанных в СТО
ЦКТИ 10.003.
12.5. Радиусы гибов и размеры прямых участков гнутых труб
следует принимать согласно СТО
ЦКТИ 10.003.
Отклонение радиусов гибов от номинального значения не должно
превышать ±10 %.
12.6. Крутоизогнутые отводы должны изготавливаться из труб и
листового проката. Применение секторных отводов в сосудах 2-й группы не
допускается.
12.7. Каждый штампосварной отвод должен подвергаться
гидравлическому испытанию пробным давлением, указанным в ГОСТ
356, если не проводился сплошной контроль сварных швов неразрушающими
методами.
Гидравлическое испытание отводов допускается совмещать с
гидравлическим испытанием труб.
12.8. Требования к изготовлению коллекторов представлены в СТО
ЦКТИ 10.002.
13.1. Общие положения
13.1.1. При изготовлении ПСТЭ должны выполняться следующие
условия:
- расстояние между сварными стыками в ПСТЭ спирального,
винтового и других типов должно быть не менее 4 м. Длина замыкающей трубы с
каждого конца должна быть не менее 500 мм, за исключением случая приварки к
замыкающей трубе патрубка, штуцера или отвода. При горячей гибке труб с
наполнителем допускается не более одного сварного стыка на каждом витке при
условии, что расстояние между сварными стыками не менее 2 м;
- в ПСТЭ с приварными двойниками (отводы двойные) на прямых
участках труб длиной 2 м и более допускается один сварной стык, исключая швы
приварки двойников.
13.2. Требования к допускам и
предельным отклонениям размеров и формы
13.2.1. Предельные отклонения радиусов гибов, диаметра и
шага труб (рисунки 13.1 и 13.2) устанавливаются чертежом
предприятия-изготовителя.
13.2.2. Требования к поверхностям теплообмена при
изготовлении должны отвечать требованиям СТО
ЦКТИ 10.002 и конструкторской документации предприятия-изготовителя.

1, 3 - коллектора; 2 - труба ПСТЭ
Рисунок 13.1

1, 3 - коллектора; 2 - труба ПСТЭ
Рисунок 13.2
14.1. Общие положения
14.1.1. Для изготовления патрубков и штуцеров должны
применяться: трубный прокат, лист и поковки в соответствии с требованиями
настоящего стандарта.
(Измененная редакция. Изм. № 1).
14.1.2. Конструкция и размеры штуцеров и патрубков сосудов
должны соответствовать технической документации предприятия-изготовителя
сосуда.
Размеры патрубка горловины лаза (толщина стенки, высоты со
стороны наружной и внутренней части патрубка) должны быть выбраны таким
образом, чтобы коэффициент прочности укрепленного отверстия был в пределах от
0,8 до 1,0.
14.1.3. Фланцы сосудов, привариваемые встык, должны
изготовляться из поковок, бандажных заготовок или горячекатаных колец.
Фланцы, привариваемые встык, допускается изготавливать:
- вальцовкой заготовки по плоскости листа для сосудов, работающих
под давлением не более 2,5 МПа;
- путем гибки кованых полос для сосудов, работающих под
давление не более 6,3 МПа;
- методом механической обработки из сортового проката.
Сварные швы приварки фланцев должны быть проконтролированы
РК или УК в объеме 100 %.
14.1.4. Плоские фланцы допускается изготавливать сварными из
нескольких частей при условии полного провара сварных швов по всему сечению
фланца и выполнения РК или УК в объеме 100 %.
15.1. Общие положения
15.1.1. Толщины перегородок в распределительных камерах и
крышках должны быть не менее значений, указанных в таблице 15.1.
Таблица 15.1 - Минимальные толщины перегородок в
распределительных камерах и крышках
В
миллиметрах
|
Диаметр
аппарата
|
Толщина
перегородок
|
|
До 425
|
5
|
|
Св. 425 до 600
|
8
|
|
Св. 600 до 1000
|
10
|
|
Св. 1000 (ПВД, ПНД, ПСВ)
|
определяется расчетом на прочность (ПНАЭ
Г-7-002)
|
15.1.2. Толщина продольной
перегородки трубного пучка должна быть не менее 5 мм. Толщины поперечных
перегородок трубного пучка должны быть не менее значений, указанных в таблице
15.2.
Таблица 15.2 - Минимальные толщины поперечных перегородок
трубного пучка
В
миллиметрах
|
Диаметр
аппарата
|
Толщина
перегородок при расстоянии между перегородками
|
|
до
300
|
св.
301 до 450
|
св.
451 до 600
|
св.
601 до 850
|
более
850
|
|
До 425
|
3
|
5
|
6
|
8
|
10
|
|
Св. 425 до 600
|
5
|
6
|
8
|
8
|
10
|
|
Св. 600 до 1000
|
6
|
8
|
8
|
10
|
12
|
|
Св. 1000
|
определяется расчетом на прочность (ПНАЭ
Г-7-002)
|
15.1.3. Диаметры поперечных перегородок
трубного пучка должны соответствовать значениям, приведенным в таблице 15.3.
Если корпус теплообменника изготовлен из обечаек с одним или
несколькими кольцевыми швами, диаметр поперечных перегородок устанавливается в
конструкторской документации.
Таблица 15.3 - Диаметры поперечных
перегородок трубного пучка
В
миллиметрах
|
D
|
400
|
500
|
600
|
800
|
1000
|
1200
|
1400
|
|
Dпер
|
397
|
497
|
597
|
796
|
995
|
1195
|
1395
|
|
Примечание - D - внутренний
диаметр аппарата; Dпер - диаметр
поперечных перегородок трубного пучка.
|
15.1.4. При отсутствии указаний в
НД расстояние между поперечными перегородками трубного пучка следует
устанавливать в соответствии с результатами теплового, гидравлического и
прочностного расчетов с учетом следующих требований:
- минимальное расстояние должно составлять 0,2 внутреннего
диаметра корпуса, но не менее 50 мм;
- максимальное расстояние для испарителей с паровым
пространством независимо от их диаметра должно соответствовать значениям,
указанным в таблице 15.4.
Таблица 15.4 - Максимальное расстояние между перегородками
В
миллиметрах
|
Наружный
диаметр труб
|
Материал
труб
|
|
Сталь
|
Латунь
|
|
расстояние
между перегородками
|
|
теплообменники
|
конденсаторы
|
теплообменники
|
конденсаторы
|
|
16, 20
|
700
|
1000
|
600
|
900
|
|
25
|
800
|
1200
|
700
|
1000
|
|
38
|
1000
|
1300
|
800
|
1200
|
15.1.5. Диаметры стяжек и их
количество должны соответствовать значениям и количеству, указанным в таблице 15.5.
Таблица 15.5 - Диаметры и количество стяжек
|
Диаметр
аппарата, мм
|
Диаметр
стяжек, мм
|
Минимальное
количество стяжек, шт.
|
|
До 325
|
12
|
4
|
|
От 425 до 650
|
12
|
6
|
|
От 650 до 1000
|
12
|
8
|
|
Св. 1000
|
16
|
10
|
Диаметр стяжек по возможности должен
быть равен диаметру теплообменных труб.
15.1.6. В теплообменных аппаратах могут использоваться
плоские фланцы, соединенные с корпусом сварными соединениями, указанными в
таблице 15.6.
Таблица 15.6 - Варианты соединения обечаек с плоскими фланцами
|
Конструктивное исполнение
|
Требования к сварным швам
|
Произведение D∙p, не более, мм∙МПа
|
|
1.
|

|
k1
+ k2 ≥ 1,4s
|
10000
|
|
2.
|

|
k1
+ k2 ≥ 1,4s
|
10000
|
|
3.
|

|
k1
+ k2 ≥ 2,0s
|
20000
|
15.2. Требования к допускам и
предельным отклонениям размеров и формы
15.2.1. Предельное отклонение наружного диаметра поперечных
перегородок должно соответствовать h13 по ГОСТ
25347.
15.2.2. Максимально допускаемая разность между внутренним
диаметром корпуса и наружным диаметром перегородок должна соответствовать
величине, рассчитанной с учетом предельных отклонений согласно требованиям
конструкторской документации.
15.2.3. Предельное отклонение диаметров D1
и D2 трубной решетки (рисунок 15.1) должно соответствовать
Н13 по ГОСТ
25347.

Рисунок 15.1
15.2.4. Отклонение от перпендикулярности торцевой
поверхности трубы к образующей ее цилиндрической поверхности не должно
превышать 1 мм.
15.2.5. Предельное отклонение диаметров отверстий в
поперечной перегородке под трубы должно соответствовать Н12 по ГОСТ
25347.
15.2.6 Несовпадение плоскости в выточке трубной решетки
относительно кольцевой поверхности под прокладку (рисунок 15.2 а), а также несовпадение плоскостей под прокладку
у перегородки и фланца распределительной камеры (рисунок 15.2 б) не должно превышать:
- 0,10 мм для аппаратов диаметром до 1200 мм;
- 0,15 мм для аппаратов диаметром от 1200 до 1400 мм;
- 0,20 мм для аппаратов диаметром от 1400 мм и более.

Рисунок 15.2

Рисунок 15.3
15.2.7. Предельные отклонения размера между осями двух
соседних отверстий (шага) в трубных решетках толщиной свыше 10∙dотв
- ±0,2 мм (рисунок 15.3), а предельные отклонения на любую сумму шагов свыше ±5
мм.
Указанные значения предельных отклонений являются
рекомендуемыми.
15.2.8. Кромки отверстий с внутренней стороны трубных
решеток должны скругляться по радиусу 0,5 - 2,5 мм, или иметь фаски размером не
менее 0,5 мм с притупленными кромками.
Конусность и овальность отверстий в трубных решетках не
должны превышать предельного отклонения диаметра отверстия.
Допуск соосности отверстий в двойных трубных решетках
относительно их общей оси должен быть не более 0,08 мм. Зазор между двойными
трубными решетками должен быть не более 3+1 мм, если иные требования
не установлены в КД.
15.2.9. Прямые и U-образные трубы не должны иметь поперечных
сварных швов, но допускается изготавливать U-образные трубы с поперечными швами
при соблюдении следующих требований:
- швы должны располагаться на расстоянии от начала гиба не
менее наружного диаметра трубы;
- швы должны быть проконтролированы РК или УК в объеме 100 %
или гидравлическим испытанием каждой трубы перед набивкой трубного пучка
пробным давлением не менее 10 МПа.
После приварки колен должен быть обеспечен свободный проход
внутри трубы, что проверяется пропуском через каждую трубу контрольного шара
диаметром, равным 0,8 внутреннего диаметра трубы.
16.1. Обечайки и днища сосудов перед сборкой должны быть
проконтролированы службой технического контроля на наличие маркировки,
подтверждающей соответствие их назначению, а также на наличие сопроводительной
документации, удостоверяющей результаты контроля качества подготовки под сварку.
При отсутствии маркировки или документации обечайки и днища к сборке не
допускаются.
16.2. Перед сборкой соединяемых элементов (сборочных единиц)
должно быть проверено соответствие их подготовки под сварку требованиям
конструкторской документации.
В частности, по форме, размерам и качеству подготовки
кромок, углов скоса, параллельности стыкуемых кромок, размеров и равномерности
зазоров между ними, величине излома осей соединяемых элементов, смещения
кромок, перпендикулярности подготовленных под сварку торцов цилиндрических
элементов, по качеству зачистки поверхностей деталей на прилегающих к
подготовленным кромкам участках, по плавности и углам наклона переходов.
16.3. Подготовка кромок под сварку должна производиться
механическим способом.
Допускается термическая резка с последующей механической
обработкой и удалением подкаленного слоя и дальнейшим контролем качества
кромок.
Форма и конструктивные элементы кромок при подготовке их под
сварку должны удовлетворять требованиям конструкторской документации
предприятия-изготовителя.
Кромки, подготовленных под сварку элементов сосудов, должны
быть зачищены на ширину не менее 20 мм, а для электрошлаковой сварки - на
ширину не менее 50 мм. Кромки не должны иметь следов ржавчины, окалины, масла и
прочих загрязнений. Кромки должны проходить визуальный осмотр для выявления
дефектов металла. Не допускаются расслоения, закаты, трещины.
16.4. На наружной и внутренней поверхности обечаек и днищ не
допускаются трещины, расслоения и плены.
Допускаются без исправления вмятины от окалины и рябизна
глубиной до 10 % от толщины стенки, но не более 3 мм, окалина и цвета
побежалости, не препятствующие выявлению поверхностных дефектов, и отдельные
мелкие риски, задиры, забоины и царапины, если их глубина не превышает минусового
допуска на толщину стенки. Риски, забоины, задиры и раковины глубиной до 10 %
от толщины стенки, но не более 3 мм, должны быть расшлифованы с плавным
переходом от места выборки к поверхности детали.
Допускаются расшлифовки глубиной более 3 мм, если при этом
толщина стенки в месте расшлифовки не превысит расчетную величину. Исправление
недопустимых дефектов поверхностей должно производиться расшлифовкой с
последующей заваркой дефектных мест по технической документации
предприятия-изготовителя и контролем мест заварки неразрушающими методами.
16.5. Шероховатость поверхностей фланцев под прокладку
должна соответствовать ГОСТ
28759.2 - ГОСТ
28759.4.
16.6. Минимальная фактическая толщина стенки на подготовленных
под сварку элементах после расточки и зачистки не должна быть менее минимальной
допустимой толщины.
16.7. Материал, форма, размеры и количество временных
технологических креплений, их расположение и размеры швов приварки креплений к
собираемым деталям должны быть предусмотрены в картах технологических
процессов.
Временные технологические крепления должны быть изготовлены
из стали того же структурного класса, что и собираемые элементы.
Наложение прихваток в местах пересечения или сопряжения
подлежащих сварке соединений не допускается.
Выполнение прихваток и приварку временных технологических
креплений следует производить ручной дуговой сваркой покрытыми электродами или
аргонодуговой сваркой с использованием сварочных материалов, указанных в
таблице 6.6, без подогрева.
После удаления временных технологических креплений места
приварок следует зашлифовать и провести МК или ПВК.
16.8. Обрабатываемые под сварку отверстия сосудов и штуцера
должны быть перед сваркой тщательно осмотрены на предмет обнаружения расслоений
и других дефектов и приняты службой технического контроля. Необходимо проверить
соответствие чертежам размеров и предельных отклонений.
16.9. Методы сборки элементов под сварку должны обеспечивать
правильное взаимное расположение сопрягаемых элементов и свободный доступ к
выполнению сварочных работ в последовательности, предусмотренной
технологическим процессом, принятым на предприятии-изготовителе.
16.10. При сборке входных участков спиралей ПВД, прилегающих
к раздающим коллекторам необходимо контролировать отсутствие следующих
нарушений:
- неплотности установки конца спирали и гнезда коллектора
(рисунок 16.1 а);
- соосности установки спирали в гнезде коллектора (рисунок 16.1 б, в).

1 - коллектор; 2 - спираль
Рисунок 16.1
Рекомендуемые варианты узла «раздающий коллектор-спираль»
указаны на рисунке 16.2.

1 - коллектор; 2 - спираль
Рисунок 16.2
16.11. К сборке теплообменных аппаратов предъявляются
следующие дополнительные требования:
- наружная поверхность концов теплообменных труб из
углеродистых сталей и внутренняя поверхность отверстий должна быть очищена от
ржавчины и окалины (труб из коррозионно-стойкой стали, цветных металлов и
сплавов - от масла и других загрязнений) до чистого металла на длине, не менее,
чем толщина трубной решетки плюс 20 мм;
- внутренние сварные швы корпуса должны быть зачищены таким
образом, чтобы не препятствовать сборке трубного пучка и внутренних устройств
теплообменника (в случаях, когда швы не препятствуют сборке, зачистку швов
допускается не производить);
- на поверхности отверстий на длине запрессовки не
допускаются продольные и спиральные риски глубиной более 0,05 мм;
- острые кромки отверстий в перегородках и трубных решетках
должны быть притуплены.
16.12. В случае обнаружения при сборке местных увеличенных
зазоров в местах стыковки элементов допускается наплавка указанных зон, с
последующей механической обработкой и подгонкой. Высота наплавки должна быть не
более половины толщины стыкуемого элемента, но не более 10 мм.
16.13. Точность стыковки концов обечаек, соединяемых с
другими обечайками, а также с днищами или фланцами, должна быть обеспечена в
пределах допусков на смещение кромок согласно требованиям, представленным в
таблице 14 ПБ
03-584 и пункта 6.9.9 ГОСТ Р
52630.
(Измененная редакция. Изм. № 1).
16.14. Сварщик должен приступать к сварочным работам только
после установления отделом технического контроля правильности сборки всех
поверхностей, подлежащих сварке.
17.1. Общие положения
17.1.1. Изготовитель обязан провести аттестацию технологии
сварки согласно требованиям РД
03-615 для швов, работающих под давлением.
(Измененная редакция. Изм. № 1).
17.1.2. Сварка сосудов (сборочных единиц, деталей) должна
производиться в соответствии с требованиями ПТД и чертежей.
Технологическая документация должна содержать указания по:
- контролю качества сварных соединений;
- технологии сварки материалов, принятых для изготовления
сосудов (сборочных единиц, деталей);
- применению присадочных материалов;
- предварительному и сопутствующему подогреву;
- термической обработке.
17.1.3. В зависимости от марок сталей свариваемых элементов
и способа сварки применяются сварочные материалы согласно таблице 6.6 настоящего стандарта.
Сосуды в зависимости от конструкции и размеров могут быть
изготовлены с применением всех видов сварки, за исключением газовой сварки,
17.1.4. Прихватка свариваемых сборочных узлов и деталей
производится с применением сварочных материалов, указанных в таблице 6.6 настоящего стандарта. Прихватка
должна выполняться квалифицированными и аттестованными сварщиками.
17.1.5. Сварка швов может производиться только после того,
как службой технического контроля проверены правильность сборки и тщательность
зачистки всех поверхностей металла, подлежащих сварке, а также наличие клейм
стилоскописта или отметки о проведенном стилоскопическом контроле в журнале
стилоскопического контроля деталей из легированных сталей, подлежащих сварке.
Стилоскопированию металла шва подлежат сварные соединения, выполненные
легированными присадочными материалами согласно п. 8.6 ГОСТ Р
52630, по методике в соответствии с требованиям РД 34.10.122.
Результаты выполненного контроля заносят в документацию,
действующую на пред-приятии-изготовителе.
Выявленные при контроле отклонения от установленных
требований должны быть своевременно устранены.
(Измененная редакция. Изм. № 1).
17.1.6. Размеры сварных швов приварки штуцеров, включая
штуцера с рубашкой, должны соответствовать требованиям чертежа, а при
выполнении швов согласно стандартам или стандартам предприятия - требованиям
этих документов,
17.1.7. Приварка штуцеров должна производиться по
технологии, применяемой на предприятии-изготовителе сосудов (например,
комбинированная сварка с полным проплавлением, на удаляемых подкладных кольцах,
расточкой до нужного диаметра толстостенной заготовки и др.).
17.1.8. Ведение сварочных работ при изготовлении сосудов при
температуре окружающей среды менее 0 °С не допускается. Возможность проведения
сварочных работ при отрицательных температурах должна быть подтверждена на
аттестованных при этих температурах сварочных технологиях.
Сварку сосудов (сборочных единиц и деталей) из углеродистых
и хромомолибденовых сталей следует производить с подогревом, режим которого
определяется технологическим процессом.
17.1.9. Контроль качества сварных соединений должен
удовлетворять требованиям, представленным в главе 19 настоящего стандарта.
17.2. Предварительный и
сопутствующий подогрев
Необходимость предварительного и сопутствующего сварке
подогрева и его минимальную температуру в зависимости от марки стали и
номинальной толщины свариваемых деталей (сборочных единиц) следует
устанавливать согласно технологии, применяемой на предприятии-изготовителе
сосудов.
17.3. Контроль процессов сварки
В процессе сварки производится контроль выполнения ее
технологического процесса, разработанного предприятием-изготовителем и
аттестованного в соответствии с требованиями РД
03-615 и РД 03-606.
(Измененная редакция. Изм. № 1).
17.4. Маркировка сварных
соединений
17.4.1. Сварные соединения подлежат маркированию клеймом
сварщика, выполнившего сварку, для возможности установления фамилии сварщика.
17.4.2. Нанесение маркировки клеймами сварщиков производится
ударным и безударным способами, обеспечивающими максимальную возможность её
сохранности в процессе эксплуатации сосуда. Способы нанесения маркировки
клеймами сварщиков должны быть отражены в технологических процессах или
стандартах предприятия.
17.4.3. Клеймо сварщика или маркировка должны быть
проставлены с наружной стороны сварных соединений на расстоянии (30 - 50) мм от
краев шва. При этом на продольных сварных соединениях клеймо (маркировку) следует
проставлять на расстоянии (100 - 200) мм от конца, шва.
В отдельных случаях, оговоренных конструкторской
документации, когда маркировка ударным способом может ухудшить качество и
надёжность св. соединения, а также при невозможности сохранения маркировки
клеймами сварщиков в процессе эксплуатации сосуда, к его паспорту должны быть
приложены эскизы с указанием расположения сварных швов и клейм сварщиков.
Если шов с наружной и внутренней сторон заваривается разными
сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе
клеймо сварщика, варившего наружный шов, в знаменателе - внутренний шов. Если
сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо
сварщика ставить около фирменной таблички или на другом, открытом участке
изделия, место клеймения заключить в рамку, наносимую несмываемой краской. Для
кольцевого шва клеймо должно выбиваться в месте пересечения кольцевого шва с
продольным и далее через каждые 2 м, но при этом должно быть не менее двух
клейм на каждом шве.
Клеймение продольных и поперечных швов сосудов с толщиной
стенки менее 4 мм допускается производить электрографом или несмываемой
краской.
На сварных соединениях, подлежащих УК, допускается вынесение
клейма (маркировки) за пределы зоны сканирования (перемещения искателя).
(Измененная
редакция. Изм.
№ 1).
18.
ТРЕБОВАНИЯ К ТЕРМООБРАБОТКЕ
18.1. Заготовки обечаек или днищ, подвергающиеся на
предприятии-изготовителе гибке и штамповке, а также сварные соединения для
снятия внутренних напряжений подлежат термообработке (отпуск, нормализация или
закалка с последующим отпуском, аустенизация и др.), необходимость проведения
которой и ее режим (температура нагрева, время выдержки, скорость нагрева и
охлаждения) должны быть указаны в ПТД.
Свойства металла обечаек, днищ, патрубков, решеток после
всех циклов термической обработки должны соответствовать требованиям стандартов
или технических условий на материал.
Контроль механических свойств основного металла можно не
проводить в том случае, если температура отпуска металла не превышает:
- 650 °С для сталей марок ст. 3, 20К, 16ГС, 09Г2С;
- 710 °С для сталей марок 12ХМ, 12МХ.
Если элементы сосудов из углеродистых и низколегированных
сталей подвергаются нормализации или закалке и последующему отпуску, то
проводится только испытание на ударную вязкость при рабочей температуре ниже 0
°С.
18.2. Сосуды (сборочные элементы) из углеродистых и
низколегированных сталей, изготовленные с применением сварки, штамповки или
вальцовки, подлежат обязательной термической обработке, если:
- толщина стенки цилиндрического или конического элемента
обечайки, днища, патрубка и фланца в месте их сварного соединения более 36 мм
для углеродистых сталей, более 30 мм для низколегированных марганцовистых и
марганцевокремнистых сталей (марок 16ГС, 09Г2С, 09Г2, 17Г1С, 10Г2С и др.) с
учетом ограничения по п. 18.3;
- номинальная толщина стенки s
цилиндрических элементов сосуда, изготовленных из листовой стали вальцовкой
(штамповкой), превышает величину, вычисленную по формуле
s = 0,009∙(D + 1200),
где D - минимальный внутренний диаметр элемента, мм;
(данное требование не распространяется на отбортованные
рубашки)
- днища сосудов и их элементов, независимо от толщины,
изготовлены холодной штамповкой или холодным фланжированием;
- вальцовка или штамповка обечайки или днища из углеродистой
и кремнемарганцовистой стали производилась с нагревом и температура металла при
окончании вальцовки или штамповки была ниже 700 °С.
18.3. Допускается термическую обработку не
производить при сварке деталей из углеродистых сталей толщиной более 36 мм с
деталью толщиной менее 36 мм, а также детали из низколегированных сталей
толщиной более 30 мм с деталью менее 30 мм.
18.4. Для сосудов, выполненных электрошлаковой сваркой,
независимо от марки стали нормализация является обязательной. Нормализация
производится по технологии предприятия-изготовителя.
При электрошлаковой сварке штампуемых и вальцуемых элементов
из сталей марок 22К, 16ГС, 09Г2С и 10Г2С1 , предназначенных для работы при
температуре не ниже минус 40 °С, нормализация может быть совмещена с нагревом
под штамповку с окончанием штамповки при температуре не ниже 700 °С.
Сосуды (сборочные единицы, детали) из сталей марок 12МХ,
12ХМ, и из двухслойных сталей с основным слоем из сталей марок 12МХ, 12ХМ,
должны быть термообработаны независимо от диаметра и толщины стенки.
Сосуды (сборочные единицы, детали) из сталей марок
08Х18Н10Т, 08Х18Н12Б и других аустенитных сталей, стабилизированных титаном или
ниобием, предназначенные для работы в средах, вызывающих коррозионное
растрескивание, а также при температуре выше 350 °С в средах, вызывающих
межкристаллитную коррозию, должны подвергаться термической обработке по
требованию, оговоренному в проекте. Режим термической обработки должен быть
согласован со специализированной организацией.
18.5. Для днищ и элементов из углеродистых и
низколегированных марганцевокремнистых сталей, штампуемых (вальцуемых) при
температуре не ниже 700 °С, и для днищ и элементов из аустенитных
хромоникелевых сталей, штампуемых (вальцуемых) при температуре не ниже 850 °С,
термическая обработка не требуется.
Днища и другие элементы из низколегированных сталей марок
12ХМ и 12МХ, штампуемых (вальцуемых) вгорячую с окончанием штамповки
(вальцовки) при температуре не ниже 800 °С, допускается подвергать только
отпуску (без нормализации).
Днища и другие штампуемые (вальцуемые) вгорячую элементы,
изготовляемые из сталей марок 09Г2С, 10Г2С1, работающие при температуре от
минус 41 до минус 70 °С, должны подвергаться термической обработке -
нормализации или закалке и высокому отпуску.
Технология изготовления днищ и других штампуемых элементов
должна обеспечивать необходимые механические свойства соответствующие
показателям, указанным НД на металл.
Примечания
1 Возможность совмещения
нормализации с нагревом под горячую штамповку днищ из сталей, работающих при
температуре от минус 41° до минус 70 °С, определяется в каждом конкретном случае
по согласованию со специализированной научно-исследовательской организацией.
2
Допускается не подвергать термической обработке горячештампованные днища из
аустенитных сталей с отношением внутреннего диаметра к толщине стенки более 28,
если они не предназначены для работы в средах, вызывающих коррозионное
растрескивание.
Днища сосудов и их элементов, выполненные из
коррозионностойких сталей аустенитного класса методом холодной штамповки или
холодным фланжированием, должны подвергаться термической обработке
(аустенизации или стабилизирующему отжигу), если они предназначены для работы в
средах, вызывающих коррозионное растрескивание. В остальных случаях
термообработку допускается не производить, если относительное удлинение при
растяжении в исходном состоянии металла не менее 30 % при степени деформации в
холодном состоянии не более 15 %.
18.6. Гнутые участки труб из углеродистых и
низколегированных сталей с наружным диаметром более 36 мм подлежат
термообработке, если отношение среднего радиуса гиба к номинальному наружному
диаметру труб составляет менее 3,5, а отношение номинальной толщины стенки
трубы к ее номинальному диаметру превышает 0,05.
18.7. В случае изготовления обечаек и днищ на другом
предприятии температурный режим штамповки, а также нормализации и отпуска, если
они проводились, должен быть указан предприятием-поставщиком в сопроводительном
сертификате, либо в удостоверении о качестве изготовления .
18.8. Приварка внутренних и наружных устройств к сосудам,
подвергаемым термической обработке, должна производиться до термической
обработки сосуда.
Допускается приварка внутренних и наружных устройств без
последующей термической обработки к термообработанным сосудам при условии, что
величина катета сварного шва не более 8 мм.
Допускается приварка наружных устройств на монтажной
площадке к специальным накладкам, приваренным к корпусу сосуда и прошедших
вместе с ним термическую обработку на предприятии-изготовителе, без последующей
термической обработки монтажных сварных швов.
18.9. Режимы термической обработки сосудов (высокий отпуск)
должен производиться по технологическому процессу предприятия-изготовителя.
18.10. При невозможности термообработки целиком сосуда,
сваренного полностью, допускается местная термообработка замыкающего кольцевого
шва, с обеспечением поля равномерного нагрева по всему периметру кольца шириной
не менее 50 мм в обе стороны границы шва, но не менее трехкратной толщины
стенки, с расположением сварного шва посередине нагреваемого участка.
Прилегающие к термообрабатываемой зоне участки должны быть покрыты
теплоизоляцией.
Допускается местная термическая обработка сварных соединений
сосудов, при проведении которой должны обеспечиваться равномерный нагрев и
охлаждение по всей длине шва и прилегающим к нему зонам основного металла.
18.11. При термообработке должен быть обеспечен равномерный
прогрев изделия, а также должны быть приняты меры, предупреждающие деформацию
сосуда под влиянием собственной массы и температурных перепадов.
18.12. При исправлении дефектов сварного шва, выявленных
после термической обработки, допускается не производить термообработку
исправленного шва, если глубина проплавления не превышает 36 мм для
углеродистых сталей и 30 мм для низколегированных сталей. При этом общая
протяженность сварных швов, подвергавшихся ремонту без последующей термической
обработки, не должна превышать 5 % от общей длины сварных швов сосуда
18.13. Правильность выполнения температурных режимов на всех
этапах термообработки должна быть подтверждена диаграммными лентами
самопишущего потенциометра, подлежащими хранению на предприятии-изготовителе не
менее 5 лет.
18.14. На всех стадиях проведения термической обработки
должен проводиться контроль в соответствии с требованиями технологической
документации предприятия-изготовителя и ПБ
03-584, ГОСТ Р
52630.
(Измененная
редакция. Изм.
№ 1).
19. КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
19.1. Порядок выполнения
контроля
19.1.1. В процессе изготовления оборудования необходимо осуществлять
систематический контроль качества сварных соединений - предварительный
контроль, операционный контроль и контроль готовых сварных соединений.
19.1.2. При предварительном контроле подлежат проверке:
аттестация персонала, основные и сварочные материалы, состояние сварочного
оборудования, сборочно-сварочных приспособлений, термического оборудования и
аппаратуры, приборов для дефектоскопии.
19.1.3. При операционном контроле проверяется: контроль
температуры предварительного подогрева; контроль подготовки и сборки деталей
под сварку; контроль процессов сварки; контроль термической обработки сварных
соединений.
19.1.3.1. Контроль температуры предварительного подогрева
кромок под сварку производится термоэлектрическим термометром на расстоянии не
более 100 мм от оси разделки под сварку.
19.1.3.2. В процессе выполнения дуговой и электрошлаковой
сварки следует контролировать режимы сварки, условия пребывания выполняемых
сварных соединений во время вынужденных перерывов процесса сварки и другие
характеристики, контроль которых предусмотрен разработанной технологией сварки.
19.1.3.3. При выполнении дуговой сварки следует
контролировать качество заварки корневого шва или корневой части шва, в случае
если остальную часть сварного шва будет выполнять другой сварщик, допустимые
размеры валиков и последовательность заполнения разделки.
19.1.4. Операционный контроль качества сварных соединений
проводит служба технического контроля предприятия-изготовителя. Результаты
контроля заносятся в учётную документацию (журналы, маршрутные карты, формуляры
и др.), форма которых разрабатывается предприятием-изготовителем.
Выявленные при контроле несоответствия должны быть
своевременно устранены.
19.1.5. Контроль качества готовых сварных соединений
включает в себя:
19.1.5.1. Неразрушающие виды контроля:
- визуальный и измерительный контроль;
- рентгенконтроль;
-УЗК;
- капиллярный контроль;
- МПД;
- контроль герметичности;
- дополнительные виды контроля (стилоскопирование, прогонка
металлическим шаром и др.).
19.1.5.2. Разрушающие виды контроля:
- механические испытания;
- металлографические исследования;
- определение химического состава.
19.1.5.3. Гидравлические (пневматические испытания).
19.2. Объем
контроля стыковых сварных соединений
19.2.1. Сварные соединения сосудов, работающих под
давлением, должны быть подвергнуты предприятием-изготовителем: ВИК, РК или УК,
МК или ПВК в объеме, не менее указанного в таблице 19.1.
19.2.2. РК или УК должны выбираться исходя из требования
обеспечения более полного и точного выявления недопустимых дефектов, а также с
учетом эффективности данного метода для сварного соединения конкретного вида.
МК следует контролировать поверхности из углеродистых и
низколегированных сталей. Допускается контролировать эти поверхности методом
ПВК. Поверхности из аустенитных сталей следует контролировать методом ПВК.
19.2.3. Предварительно наплавленные перлитными или
высокохромистыми присадочными материалами кромки деталей из легированных сталей
следует подвергать сплошному ПВК или МК для сосудов 2 и 3 групп.
19.2.4. При технической невозможности УК или РК сварных
соединений допускается в соответствии с технической документацией взамен
указанных видов контроля проводить послойный визуальный контроль в процессе
сварки с последующим ПВК или МК выполненного сварного соединения в доступных
местах.
19.3. Требования к контролю
угловых сварных швов с конструктивным зазором или с внутренним диаметром менее
100 мм
19.3.1. В таблице 19.2
представлены методы и объем контроля качества сварных соединений элементов
оборудования сосудов, ультразвуковой или радиографический контроль которых
технически невозможен или неэффективен.
19.3.2. При выполнении контроля контролируемая зона должна
удовлетворять требованиям НД на контроль.
(Измененная редакция. Изм. № 1).
19.3.3. Методы и объемы контроля сварных соединений,
подлежащих контролю, устанавливаются конструкторской документацией в зависимости
от группы сосудов и их рабочих параметров.
19.3.4. В случае обнаружения недопустимых дефектов при
выполнении выборочного контроля МК или ПВК, объем контроля сварных швов
удваивается, а при повторном обнаружении - увеличивается до 100 % однотипных сварных
соединений на изделии.
19.3.5. Дефекты, выявленные в результате контроля, должны
быть устранены с последующим контролем исправленных участков методами,
предусмотренными настоящим стандартом.
Таблица 19.1 - Объем контроля сварных
соединений
|
Виды
объектов и типы сварных соединений
|
Метод
контроля
|
Объем
контроля
|
|
1 Стыковые, угловые (D ≥ 100
мм) и тавровые сварные соединения (без конструктивного непровара):
|
ВИК
|
100
%
|
|
- для сосудов группы 2
|
УК
или РК
|
100
%
|
|
- для сосудов группы 3
|
50
%
|
|
- для сосудов группы 4, 5а
|
25
%
|
|
- для сосудов группы 5б
|
10
%
|
|
2 Места пересечений швов на длине не
менее трех толщин стенки стыковых продольных и поперечных сварных соединений
|
ВИК
+ УК или РК
|
100
%
|
|
3 Сварные соединения элементов из стали
перлитного класса с элементами из сталей аустенитного класса
|
ВИК
+ РК
|
100
%
|
|
4 Сварные стыковые соединения «поковка +
лист», «лист + литье», «поковка + поковка», «поковка + труба», «поковка +
сортовой прокат»
|
ВИК
+ УК или РК
|
100
%
|
|
5 Прилегающие к отверстию участки
сварных швов корпуса, на которых устанавливаются люки и штуцера, на длине l ≥ 
|
ВИК
+ УК или РК
|
100
%
|
|
6 Ремонтные заварки
|
ВИК
+ МК или ПВК + УК или РК
|
100
%
|
19.4. Контрольные сварные
соединения
19.4.1. Контроль производственных сварных соединений
проводился для сосудов в соответствии с требованиями пункта 6.10 ПБ
03-584и пункта 8.10 ГОСТ Р
52630.
Допускается не выполнять контрольные сварные соединения
предприятиями-изготовителями, имеющими аттестованную технологию сварки в
соответствии с требованиями ПБ 03-574, РД
03-615, для сосудов 3, 4 и 5 групп.
(Измененная редакция. Изм. № 1).
19.4.2. Контрольные сварные соединения должны воспроизводить
одно из однотипных стыковых сварных соединений изделия (сборочные элементы,
детали), определяющих его прочность, и выполняться одновременно с
контролируемым изделием с применением одинаковых исходных и сварочных
материалов, форм разделки кромок, сборочных размеров, методов и режимов сварки,
режима термообработки.
19.4.3. Изготовление контрольных сварных соединений и их
количество следует производить в соответствии с пунктом 8.10 ГОСТ Р
52630.
(Измененная редакция. Изм. № 1).
19.4.4. Контрольное сварное соединение должно быть
проконтролировано ВИК + УК или ВИК + РК по всей длине.
19.4.5 Механические испытания следует проводить в
соответствии с ГОСТ
6996, металлографические исследования по ГОСТ
10243.
19.4.6. Нормы оценки качества сварных соединений принимаются
в соответствии с требованиями настоящего стандарта и настоящего стандарта.
(Измененная редакция. Изм. № 1).
Таблица 19.2
|
Типоразмеры
сварных соединений
|
Группа
сосуда
|
Рабочее
давление р, МПа
|
Объем
контроля
|
|
ВИК
|
ВК
послойный
|
МК
или ПВК
|
Металлографические
исследования
|
Механические
испытания
|
Гидравлические
испытания
|
|
Угловые швы с конструктивным зазором:
|
|
р ≤ 1,6
|
100 %
|
-
|
-
|
Для сосудов при давлении свыше 5 МПа не менее одного сварного
соединения на все однотипные производственные соединения, выполненные каждым
сварщиком в течение 3-х месяцев
|
-
|
в объемах, предусмотренных
требованиями настоящего стандарта
|
|
внутренним диаметром 100 мм и менее
|
2
|
1,6
< р ≤ 2,5
|
-
|
-
|
|
2,5
< р ≤ 4,0
|
-
|
2
%
|
|
4,0
< р ≤ 5,0
|
-
|
5
%
|
|
св.
5,0
|
2
%
|
5
%
|
|
3
|
1,6
< р ≤ 2,5
|
-
|
-
|
|
2,5
< р ≤ 4,0
|
-
|
2
%
|
|
4,0
< р ≤ 5,0
|
-
|
5
%
|
|
внутренним диаметром до 250 мм
|
4
|
р ≤ 1,6
|
-
|
-
|
|
Угловые швы с полным проплавлением
внутренним диаметром 100 мм и менее
|
2
|
р ≤ 1,6
|
100
%
|
-
|
-
|
|
1,6
< р ≤ 2,5
|
-
|
-
|
|
2,5
< р ≤ 4,0
|
-
|
2
%
|
|
4,0
< р ≤ 5,0
|
-
|
5
%
|
|
св.
5,0
|
2
%
|
5
%
|
|
3
|
1,6
< р ≤ 2,5
|
-
|
-
|
|
2,5
< р ≤ 4,0
|
-
|
2
%
|
|
св.
4,0
|
-
|
5
%
|
|
4
|
р < 1,6
|
-
|
-
|
|
Угловые швы с конструктивным зазором
приварки фланцев к патрубкам
|
2
|
р ≤ 2,5
|
100 %
|
-
|
2
%
|
Для сосудов при давлении свыше 5 МПа не менее одного сварного
соединения на все однотипные производственные соединения, выполненные каждым
сварщиком в течение 3-х месяцев
|
-
|
в объемах, предусмотренных требованиями
настоящего стандарта
|
|
3
|
t
≤ 300 °С
|
-
|
-
|
|
-
|
-
|
|
4
|
|
-
|
|
Угловые швы с конструктивным зазором
приварки фланцев и трубных решеток к обечайкам и днищам
|
2
|
р ≤ 2,5
|
-
|
2
%
|
|
3
|
t
≤ 300 °С
|
-
|
-
|
|
4
|
р ≤ 1,6
|
-
|
-
|
|
t
≤ 300 °С
|
-
|
|
|
Замыкающие сварные швы
|
2
|
р ≤ 1,6
|
-
|
-
|
В объемах, предусмотренных
п. 19.5.7. стандарта
|
|
1,6
< р ≤ 2,5
|
-
|
-
|
|
2,5
< р ≤ 4,0
|
-
|
5
%
|
|
4,0
< р ≤ 5,0
|
5
%
|
10
%
|
|
св.
5,0
|
10
%
|
20
%
|
|
3
|
1,6
< р ≤ 2,5
|
-
|
-
|
|
2,5
< р ≤ 4,0
|
-
|
5
%
|
|
св.
4,0
|
5
%
|
10
%
|
|
4
|
р < 1,6
|
-
|
-
|
|
Примечания
1 Послойный визуальный
контроль проводится для сварных соединений толщиной привариваемого элемента
10 мм и более.
2 При выборочном контроле объем устанавливается от
общего числа или общей протяженности швов, заваренных каждым сварщиком на
изделии (узле), по всей длине, а при ограниченном доступе - не менее 20 %
периметра шва.
|
19.5. Нормы оценки качества
сварных соединений
19.5.1. Общие требования
19.5.1.1. Нормы оценки качества сварных соединений
принимают:
- при контроле стыковых сварных соединений различной толщины
- по номинальной толщине более тонкой детали;
- при контроле угловых и тавровых сварных соединений - по
расчетной высоте углового шва;
- при контроле вварки труб в трубные решетки - по номинальной
толщине стенки труб.
19.5.1.2. Длина сварных соединений определяется по их
наружной поверхности (для кольцевых, угловых и тавровых сварных соединений - по
наружной поверхности привариваемой детали у края углового шва).
19.5.2. Визуальный и
измерительный контроль
19.5.2.1. Визуальный и измерительный контроль должен
проводиться в соответствии с требованиями РД
03-606 и настоящего стандарта.
(Измененная редакция. Изм. № 1).
19.5.2.2. Качество корневого слоя шва по результатам
внешнего осмотра, проведенного до заполнения остальной части шва, считается
удовлетворительным, если выдержаны требования к размерам и формированию
корневого слоя и не обнаружены трещины любых видов и направлений, непровары в
корне шва, незаваренные прожоги и кратеры, наплывы (натеки), свищи, а также
значительное количество объемных поверхностных включений, превышающих нормы,
дефекты, свидетельствующие о нарушении режима сварки или о
недоброкачественности сварочных материалов.
19.5.2.3. Нормы допустимости одиночных
поверхностных включений и пор (дефектов) для сварных соединений приведены в
таблице 19.3.
19.5.2.4. При проведении визуального и измерительного
контроля в сварных соединениях не допускаются трещины, отслоения, прожоги,
свищи, наплывы, усадочные раковины, подрезы, брызги металла, непровары,
скопления и неодиночные включения.
19.5.2.5. Угол а между поверхностью основного металла и
плоскостью касательной к поверхности стыкового сварного шва должен составлять
не менее 135° (рис. 19.1 а). Угол
наклона α углового сварного шва должен составлять не менее 120°
(рис. 19.1 б).
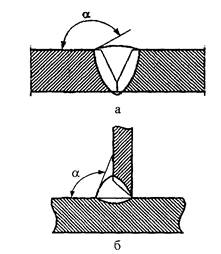
Рисунок 19.1
19.5.2.6. Визуальный послойный контроль
производится в процессе выполнения сварных соединений после сварки каждого слоя,
после удаления шлака и зачистки слоя. Контроль выполняется невооруженным
глазом. Для осмотра сомнительных мест может применяться лупа с 7-кратным
увеличением.
Таблица 19.3 - Нормы допустимости одиночных
поверхностных дефектов и пор
|
Номинальная
толщина свариваемых деталей, мм
|
Допускаемый
наибольший размер включений и пор в сварных соединениях, мм
|
Максимально
допускаемое число включений и пор на любых 100 мм протяженности сварного
соединения, шт.
|
|
От 2 до 3 включ.
|
0,4
|
3
|
|
Св. 3 до 4 включ.
|
0,5
|
4
|
|
Св. 4 до 5 включ.
|
0,6
|
4
|
|
Св. 5 до 6 включ.
|
0,8
|
4
|
|
Св. 6 до 8 включ.
|
1,0
|
5
|
|
Св. 8 до 10 включ.
|
1,2
|
5
|
|
Св. 10 до 15 включ.
|
1,5
|
5
|
|
Св. 15 до 20 включ.
|
2,0
|
6
|
|
Св. 20 до 40 включ.
|
2,0
|
6
|
|
Св. 40 до 100 включ.
|
2,5
|
7
|
|
Св. 100
|
2,5
|
8
|
|
Примечания
1. Включения с максимальным размером до
0,2 мм включительно не учитываются вне зависимости от номинальной толщины свариваемых
деталей, как при подсчете числа одиночных включений, так и при рассмотрении
расстояния между включениями.
2. Любую совокупность включений
(одиночных скоплений, группы включений), которая может быть вписана в квадрат
с размером стороны, не превышающим значения допустимого максимального размера
одиночного включения, допускается рассматривать как одно сплошное включение.
|
19.5.2.7. Нормы допустимости высоты
(глубины) углубления между валиками и чешуйчатости их поверхности для сварных соединений
приведены в таблице 19.4.
19.5.2.8. Нормы выпуклости и вогнутости корня односторонних
швов, выполненных дуговой сваркой без применения подкладных колец и подварки
корня шва с внутренней стороны, приведены в таблицах 19.5 и 19.6.
Таблица 19.4 - Нормы на допустимую высоту
(глубину) углублений между валиками и чешуйчатости их поверхности
В
миллиметрах
|
Номинальная
толщина свариваемых деталей
|
Максимальный
линейный размер углублений
|
|
От 2 до 4 включ.
|
0,8
|
|
Св. 4 до 6 включ.
|
1,0
|
|
Св. 6 до 10 включ.
|
1,2
|
|
Св. 10 до 15 включ.
|
1,5
|
|
Свыше 15
|
2,0
|
Таблица 19.5 - Нормы допустимой выпуклости
корня шва
В
миллиметрах
|
Номинальная
толщина свариваемых деталей
|
Допускаемая
высота выпуклости корня шва
|
|
До 25 включ.
|
1,5
|
|
Св. 25 до 150 включ.
|
2,0
|
|
Свыше 150
|
2,5
|
|
Примечания
1. Для односторонних швов сварных соединений
нецилиндрических деталей нормы допустимой выпуклости корня шва
устанавливаются конструкторской документацией на изделие и/ или ПКД.
2. Для сварных соединений, подвергаемых
контролю прогонкой шара, приведенные в таблице нормы не являются обязательными.
|
Таблица 19.6 - Нормы допустимой вогнутости
корня шва
В
миллиметрах
|
Номинальная
толщина свариваемых деталей
|
Допускаемая
максимальная высота (глубина) вогнутости корня шва
|
|
От 2 до 2,8 включ.
|
0,4
|
|
Св. 2,8 до 4,0 включ.
|
0,6
|
|
Св. 4 до 6 включ.
|
0,8
|
|
Св. 6 до 8 включ.
|
1,0
|
|
Св. 8 до 12 включ.
|
1,2
|
|
Свыше 12
|
1,5
|
|
Примечание - В случаях, предусмотренных
конструкторской документацией на изделие и ПКД, для односторонних сварных
швов, выполненных в потолочном и вертикальном положениях (в т.ч. при сварке
труб в неповоротном положении), допускается увеличение указанных в таблице
норм на 0,2 мм при номинальной толщине сваренных деталей до 8 мм
включительно, на 0,3 мм при номинальной толщине свыше 8 до 12 мм включительно
и на 0,5 мм при их номинальной толщине свыше 12 мм.
|
19.5.2.9. Выявленные при визуальном
и измерительном контроле поверхностные дефекты, которые могут быть удалены без последующей
заварки выборок, должны быть исправлены до проведения контроля другими
методами.
Исправление дефектов без заварки мест их выборки допускается
в случае сохранения минимально допустимой толщины стенки детали в месте
максимальной глубины выборки.

Рисунок 19.2
19.5.2.10. Угловатость (совместный увод кромок) в продольных
и кольцевых соединениях (рисунок 19.1)
не должна превышать 10 % от толщины листа плюс 3 мм, для ремонтных участков 15
% плюс 3 мм с указанием в паспорте сосуда.
Угловатость продольных швов определяется по шаблону, длина
которого (по хорде) равна 1/3 радиуса обечайки (рисунок 19.2 а, б), а угловатость кольцевых швов - линейкой
длиной 200 мм (рисунок 19.2 в, г).
19.5.3. Радиографический и
ультразвуковой контроль
19.5.3.1. Радиографический контроль качества сварных
соединений должен проводиться в соответствии с ГОСТ
7512 и ОСТ
108.004.110, СДОС-01-2008.
Ультразвуковой контроль качества сварных соединений должен
проводиться в соответствии с ГОСТ
14782, ГОСТ
Р 50599 и РД
34.17.302, СДОС-01-2008.
(Измененная редакция. Изм. № 1).
19.5.3.2. При недостаточной длине цилиндрического борта от
оси стыкового сварного шва до начала закругления выпуклого днища для
обеспечения доступности контроля шва допускается удаление усиления шва.
19.5.3.3. В сварных соединениях не допускаются внутренние
дефекты швов. Размеры пор, шлаковых и других включений не должны превышать
норм, установленных в таблице 19.7 для радиографического контроля и в таблице 19.8 для ультразвукового контроля.
Таблица 19.7 - Классы дефектности сварных соединений при
радиографическом контроле
|
Виды
сварного соединения
|
Группы
сосудов по ПБ
03-584
|
Сосуды,
работающие под давлением до 0,07 МПа
|
|
2,
3-я
|
4-я
|
5-я
|
|
Классы
дефектности по ГОСТ
23055
|
|
Стыковые
|
3
|
4
|
5
|
|
Угловые и тавровые
|
4
|
5
|
5
|
|
Примечание - Оценку единичных дефектов (пор и
включений) по ширине (диаметру)при толщине свариваемых элементов до 45 мм, а
также цепочек, независимо от толщины свариваемых элементов, допускается
производить по нормам класса 4 вместо класса 3, класса 5 вместо класса 4,
класса 6 вместо класса 5.
|
(Измененная
редакция. Изм.
№ 1).
Таблица 19.8 - Нормы допустимости
одиночных несплошностей в сварных соединениях при ультразвуковом контроле
|
Размерный
показатель сварного соединения, мм
|
Эквивалентная
площадь одиночных несплошностей, мм2
|
Максимально
допустимое количество фиксируемых одиночных несплошностей на любых 100 мм
длины сварного соединения, шт.
|
|
фиксируемая
(минимальная)
|
максимально
допустимая
|
|
От 5,5 до 10 включ.
|
3,5
|
7
|
7
|
|
Св. 10 до 20 включ.
|
3,5
|
7
|
8
|
|
Св. 20 до 40 включ.
|
3,5
|
7
|
9
|
|
Св. 40 до 60 включ.
|
5,0
|
10
|
10
|
|
Св. 60 до 80 включ.
|
7,5
|
15
|
11
|
|
Св. 80 до 100 включ.
|
10,0
|
20
|
11
|
|
Св. 100
|
10,0
|
20
|
12
|
Примечание - Нормы эквивалентной площади приведены для контроля по
стандартным плоскодонным отражателям. Допускается контроль по другим
отражателям (в т.ч. угловым), предусмотренным ГОСТ
14782 и обеспечивающим соблюдение требований указанного стандарта в части
идентичности результатов контроля с результатами контроля по стандартным
плоскодонным отражателям.
19.5.4. Магнитопорошковая
дефектоскопия
19.5.4.1. Магнитопорошковый контроль сварных соединений
должен проводиться в соответствии с ГОСТ
21105, РД-13-05.
Допускается замена магнитопорошкового контроля капиллярным
контролем или травлением.
(Измененная редакция. Изм. № 1).
19.5.4.2. Нормы оценки качества при магнитопорошковом
контроле аналогичны нормам при визуальном контроле, установленные пп. 19.5.2.3 и 19.5.2.6.
19.5.4.3. Нормы оценки качества допускается оценивать на
выявленные несплошности, выходящие на поверхность, по их фактическим
характеристикам после удаления эмульсии или порошка.
При выявлении недопустимых индикаций допускается проведение
капиллярного контроля соответствующих участков. При подтверждении наличия
дефектов проводится зашлифовка металла на глубину до 1 мм (при условии
обеспечения минимально допустимой толщины металла) и последующий повторный
магнитопорошковый контроль, результаты которого являются окончательными.
19.5.5. Капиллярный контроль
19.5.5.1. Капиллярный контроль сварных соединений должен
проводиться в соответствии с ГОСТ
18442, РД
13-06.
(Измененная редакция. Изм. № 1).
19.5.5.2. Качество сварных соединений при капиллярном
контроле допускается оценивать как по индикаторным следам, так и по фактическим
показателям выявленных несплошностей после удаления реактивов с контролируемой
поверхности в зоне зафиксированных индикаторных следов.
19.5.5.3. При контроле по индикаторным следам качество
сварного соединения или наплавленной поверхности считается удовлетворительным при
одновременном соблюдении следующих условий:
- индикаторные следы являются округлыми (линейные
индикаторные следы отсутствуют);
- наибольший размер каждого индикаторного следа не превышает
трехкратных значений норм, для одиночных включений;
- количество индикаторных следов не превышает норм,
установленных в п. 19.5.2.3 для
одиночных включений;
- индикаторные следы являются одиночными.
19.5.5.4. Несплошности, не удовлетворяющие нормам п. 19.5.2.3 по индикаторным следам,
допускается подвергать контролю по фактическим характеристикам, результаты
которого являются окончательными.
19.5.6. Контроль
стилоскопированием
19.5.6.1. Контроль стилоскопированием проводится с целью
подтверждения соответствия легирования металла деталей и сварных швов
требованиям конструкторской документации.
19.5.6.2. Стилоскопированию подвергаются:
- все свариваемые детали, изготавливаемые из легированной
стали;
- металл шва всех сварных соединений труб, которые согласно
конструкторской документации выполняются легированным присадочным материалом.
19.5.6.3. Стилоскопирование должно проводиться в
соответствии с требованиями методических указаний или инструкций, согласованных
с Ростехнадзором и в соответствии с требованием РД 34.10.122.
(Измененная редакция. Изм. № 1).
19.5.7.
Механические испытания
19.5.7.1. Качество сварных соединений по
результатам механических испытаний считается удовлетворительным при условии
выполнения следующих требований:
а) временное сопротивление разрыву при испытании однородных
сварных соединений на растяжение должно быть не ниже минимально допустимого для
основного металла, а при испытании сварных соединений элементов с разными
нормативными значениями временного сопротивления - не ниже минимально
допустимого значения временного сопротивления разрыву менее прочной из
свариваемых сталей.
б) угол изгиба при испытании на статический изгиб и просвет
между сжимаемыми поверхностями при испытании на сплющивание сварных стыков труб
должны соответствовать требованиям таблицы 19.9;
в) ударная вязкость при испытании на ударный изгиб образцов
типа VI по ГОСТ
6996 с надрезом по шву типа KCU/KCV должна быть не менее:
KCU = 50 Дж/см2, KCV = 35 Дж/см2 при
20 °С - для сварных соединений элементов из сталей перлитного класса и
высоколегированных сталей мартенситно-ферритного класса;
KCU = 70 Дж/см2, KCV = 50 Дж/см2 при
20 °С - для сварных соединений элементов из хромоникелевых сталей аустенитного
класса.
Общий результат механических испытаний считается
удовлетворительным при положительных результатах всех проводимых видов
испытаний.
Таблица 19.9 - Требования к результатам
испытания сварных соединений на изгиб и сплющивание
|
Тип
(класс) стали свариваемых деталей
|
Номинальная
толщина свариваемых деталей, s, мм
|
Угол
изгиба при испытании на изгиб, град. (не менее)
|
Просвет
между сжимаемыми поверхностями при испытании на сплющивание (не более), мм
|
|
Углеродистый
|
До 20 включ.
|
100
|
4s
|
|
свыше 20
|
100
|
-
|
|
Низколегированные марганцовистый,
марганцово-кремнистый
|
До 20 включ.
|
80
|
5s
|
|
свыше 20
|
60
|
-
|
|
Низколегированный хромомолибденовый
|
До 20 включ.
|
50
|
6s
|
|
свыше 20
|
40
|
-
|
|
Хромоникелевые аустенитного класса
|
До 20 включ.
|
100
|
4s
|
|
свыше 20
|
100
|
-
|
19.5.7.2. Показатели механических
свойств определяются как среднее арифметическое результатов, полученных на заданном
числе образцов (по каждому виду испытаний для каждого контрольного сварного
стыка). Общий результат испытаний считается неудовлетворительным, если
результаты испытаний хотя бы одного из образцов ниже установленных норм: по
временному сопротивлению разрыву и углу изгиба - более чем на 10 %, а по
ударной вязкости - ниже указанного в п. 19.5.7.1.
19.5.7.3. Показатели временного сопротивления, предела
текучести относительного удлинения, относительного сужения и ударной вязкости
металла шва (наплавленного металла), а также временного сопротивления сварного
соединения должны быть не ниже норм, установленных для входящего в состав
сварного соединения основного металла с наименьшим допустимым значением прочности.
19.5.7.4. Изломы образцов, которые получены при механических
испытаниях, следует просматривать и обнаруженные крупные дефекты заносить в
протоколы механических испытаний. При выявлении хотя бы на одном образце трещин
или других дефектов, выходящих за пределы норм, установленных настоящим
стандартом, даже при удовлетворительных результатах механических испытаний и
приемлемых результатах металлографического исследования, образцы бракуются.
19.5.8. Твердость
19.5.8.1. Измерение твердости металла шва сварного
соединения проводится с целью проверки качества выполнения термической
обработки сварных соединений.
19.5.8.2. Контроль твердости производится на легированном
наплавленном металле шва. Твердость наплавленного металла должна
соответствовать значениям, приведенным в таблице 19.10.
19.5.8.3. Измерению твердости следует подвергать металл шва
сварных соединений (деталей, работающих под давлением), выполненных из
легированных теплоустойчивых сталей перлитного и мартенситно-ферритного классов
методом и в объеме, установленными в ПТД.
19.5.8.4. Допускается измерение твердости металла шва
проводить на контрольных образцах, если невозможно его осуществить на готовом
сосуде (детали).
Таблица 19.10
|
Марка
стали сваренных деталей
|
Допустимые
значения твердости металла шва, НВ
|
|
На
стыковых сварных соединениях с номинальной толщиной приваренных деталей
|
На
угловых (тавровых) стыковых сварных соединениях с номинальной толщиной
приваренных деталей
|
|
до
20 мм вкл.
|
свыше
20 мм
|
до
20 мм вкл.
|
свыше
20 мм
|
|
16ГНМА
|
145
- 200
|
145
- 200
|
145
- 200
|
145
- 200
|
|
12ХМ,
|
125
- 225
|
125
- 215
|
125
- 215
|
125
- 205
|
|
12МХ
|
Примечания
1 Значение твердости металла
контролируемого шва определяется как среднее арифметическое результатов замеров
на его отдельных участках.
2
Результаты замеров твердости на отдельных участках шва не должны выходить за пределы
указанных в таблице норм более чем на 5 % от величины соответствующего предела.
При выполнении термообработки контроль твердости должен
производиться в объеме 5 % (но не менее 3-х швов) каждой группы однотипных
сварных соединений данного заказа, прошедших термообработку в одном и том же
нагревательном устройстве.
19.5.8.5. При неудовлетворительных результатах испытания
твердости металла шва допускается его повторный контроль с утроенным
количеством замеров (на том же сварном соединении).
19.5.8.6. При завышенных значениях твердости металла шва
сварные соединения должны быть подвергнуты дополнительному окончательному
отпуску, после которого измерение твердости металла проводится вновь.
19.5.8.7. При выявлении несоответствия твердости металла шва
установленным нормам хотя бы на одном из сварных соединений, проверяемых в
неполном объеме, твердость металла шва должна быть проверена на всех однотипных
сварных соединениях, термообработанных в печи или данным нагревательным
устройством.
19.5.9. Металлографические
исследования
19.5.9.1. Качество сварного соединения при
металлографическом исследовании считается удовлетворительным при одновременном
соблюдении следующих условий:
- на шлифе отсутствуют трещины и непровары;
- наибольшие размеры любых включений и скоплений не
превышают допускаемого наибольшего размера, указанного в таблице 19.11;
Таблица 19.11 - Нормы на одиночные
включения и скопления, допустимые в свариваемых соединениях
|
Размерный показатель сварного соединения, мм
|
Минимальный
фиксируемый размер
включения, мм
|
Одиночные
включения и скопления
|
Одиночные
протяженные включения
|
|
Допустимый
максимальный размер, мм
|
Условия
допустимости на любом участке сварного соединения длиной 100 мм
|
Допустимые
|
Допустимое
количество на любом участке сварного соединения протяженностью 100 мм, шт.
|
|
включения
|
скопления
|
допустимое
количество, шт.
|
допустимая
суммарная приведенная площадь, мм
|
максимальный размер, мм
|
максимальная
ширина, мм
|
|
От 2 до 3,0
|
0,10
|
0,6
|
1,0
|
12
|
2,0
|
5,0
|
0,6
|
2
|
|
Св. 3,0 до 4,0
|
0,20
|
0,8
|
1,2
|
12
|
3,5
|
5,0
|
0,8
|
2
|
|
Св. 4,0 до 5,0
|
0,20
|
1,0
|
1,5
|
13
|
5,0
|
5,0
|
1,0
|
2
|
|
Св. 5,0 до 6,5
|
0,20
|
1,2
|
2,0
|
13
|
6,0
|
5,0
|
1,2
|
3
|
|
Св. 6,0 до 8,0
|
0,20
|
1,5
|
2,5
|
13
|
8,0
|
5,0
|
1,5
|
3
|
|
Св. 8,0 до 10,0
|
0,30
|
1,5
|
2,5
|
14
|
10,0
|
5,0
|
1,5
|
3
|
|
Св. 10,0 до 12,0
|
0,30
|
2,0
|
3,0
|
14
|
12,0
|
6,0
|
2,0
|
3
|
|
Св. 12,0 до 14,0
|
0,40
|
2,0
|
3,0
|
15
|
14,0
|
6,0
|
2,0
|
3
|
|
Св. 14,0 до 18,0
|
0,40
|
2,5
|
3,5
|
15
|
16,0
|
6,0
|
2,5
|
3
|
|
Св. 18,0 до 22,0
|
0,50
|
3,0
|
4,0
|
16
|
20,0
|
7,0
|
3,0
|
3
|
|
Св. 22,0 до 24,0
|
0,50
|
3,0
|
4,5
|
16
|
25,0
|
7,0
|
3,0
|
3
|
|
Св. 24,0 до 28,0
|
0,60
|
3,0
|
4,5
|
18
|
25,0
|
8,0
|
3,0
|
3
|
|
Св. 28,0 до 32,0
|
0,60
|
3,5
|
5,0
|
18
|
31,0
|
8,0
|
3,5
|
3
|
|
Св. 32,0 до 35,0
|
0,60
|
3,5
|
5,0
|
20
|
35,0
|
9,0
|
3,5
|
3
|
|
Св. 35,0 до 38,0
|
0,75
|
3,5
|
5,0
|
20
|
35,0
|
9,0
|
3,5
|
3
|
|
Св. 38,0 до 44,0
|
0,75
|
4,0
|
6,0
|
21
|
41,0
|
10,0
|
4,0
|
3
|
|
Св. 44,0 до 50,0
|
0,75
|
4,0
|
6,0
|
22
|
47,0
|
11,0
|
4,0
|
3
|
|
Св. 50,0 до 60,0
|
1,00
|
4,0
|
6,0
|
23
|
55,0
|
12,0
|
4,0
|
4
|
|
Св. 60,0 до 70,0
|
1,00
|
4,0
|
6,0
|
24
|
65,0
|
13,0
|
4,0
|
4
|
|
Св. 70,0 до 85,0
|
1,25
|
5,0
|
7,0
|
25
|
78,0
|
14,0
|
5,0
|
4
|
|
Св. 85,0 до 100,0
|
1,50
|
5,0
|
7,0
|
26
|
92,0
|
14,0
|
5,0
|
4
|
|
Св. 100,0
|
2,00
|
5,0
|
8,0
|
27
|
115,0
|
14,0
|
5,0
|
4
|
- расстояние между любыми двумя включениями и скоплениями составляет
не менее трехкратного наибольшего размера любого их двух рассматриваемых
включений или скоплений;
- сумма наибольших размеров выявленных на шлифе включений и
скоплений не превышает трехкратного допускаемого наибольшего размера одиночного
включения, указанного в таблице 19.11
для соответствующей номинальной толщины сваренных деталей; при этом включения и
скопления с наибольшим размером до 0,2 мм не учитываются.
19.6. Требования к исправлению
обнаруженных дефектов
19.6.1. Все обнаруженные при неразрушающем контроле дефекты
сварных соединений подлежат исправлению (выборка, контроль, сварка) по
разработанной карте технологического процесса ремонта или технологической
инструкции на ремонт с соблюдением требований НД в части:
- методов и полноты удаления дефектов;
- плавности переходов в местах выборок;
- толщины стенки в месте максимальной глубины выборки;
- применяемых для заварки выборок способов сварки и
сварочных материалов;
- режимов сварки.
19.6.2. Выполненные выборки должны быть подвергнуты
визуальному контролю. Выборки в сварных соединениях при исправлении дефектов
типа трещин и непроваров должны подвергаться неразрушающему контролю согласно
карте технологического процесса предприятием, производящим исправление
дефектов.
19.7. Отчетная документация по
контролю
19.7.1. Результаты приёмочного контроля качества сварных
соединений (неразрушающих и разрушающих видов контроля, гидравлических
(пневматических испытаний) должны быть оформлены протоколами, актами,
заключениями, извещениями и другой документацией о проведении контроля.
19.7.2. Отчетная документация по контролю качества должна
оформляться соответствующими службами предприятия-изготовителя.
20. ПОРЯДОК КОНТРОЛЯ И ИСПЫТАНИЯ СОСУДОВ
20.1. Общие положения
20.1.1. Приемка и контроль на всех этапах изготовления
сосудов производятся службой технического контроля предприятия-изготовителя в
соответствии с чертежами, руководящими документами, Правилами Ростехнадзора,
требованиями настоящего стандарта и договора (контракта).
При необходимости заказчик может участвовать на всех этапах
проектирования, изготовления и приемки сосуда. Участие заказчика должно быть
предусмотрено договором (контрактом) на поставку отдельного сосуда.
20.1.2. Изготовитель фиксирует результаты контроля в
соответствии с действующим на предприятии порядком и оформляет паспорт сосуда.
20.2. Требования к средствам
измерения
Геометрические размеры и форма поверхностей должны
проверяться поверенным универсальным или специальным измерительным
инструментом, обеспечивающим погрешность не более 30 % от допуска на
изготовление.
20.3. Методы контроля
20.3.1. Порядок проведения визуального и измерительного
контроля основных материалов, сварных соединений (наплавок) при изготовлении
сосудов должен соответствовать требованиям РД
03-606.
20.3.2. Визуальному и измерительному контролю должны
подвергаться все элементы, сварные соединения и наплавки с двух сторон по всей
протяженности сосуда.
Результаты контроля должны соответствовать требованиям
пункта 6.10 ГОСТ Р
52630.
Выполнение операции фиксируется в документации, действующей
на предприятии-изготовителе, а также в паспорте сосуда.
(Измененная редакция. Изм. № 1).
20.3.3. Испытание сварного соединения на стойкость против
межкристаллитной коррозии должно проводиться для сосудов (сборочных единиц,
деталей), изготовленных из сталей аустенитного, ферритного,
аустенитно-ферритного классов при наличии такого требования в технических
условиях или проекте.
Необходимость испытания на стойкость против межкристаллитной
коррозии сварных соединений внутренних устройств сосудов, работающих без
давления, должна быть указана в проекте.
Испытание на стойкость против межкристаллитной коррозии
следует проводить по ГОСТ
6032 или соответствующей нормативно-технической документации. Метод
испытания должен быть указан в проекте.
20.3.4. Механические свойства (прочность, пластичность и
вязкость) материала готового сосуда должны соответствовать требованиям
стандарта или техническим условиям на исходный материал при условии наличия в
сертификате на лист положительных результатов механических испытаний образцов,
термообработанных по режимам завода-изготовителя сосуда, а также наличие
предоставленных заводом-поставщиком контрольных проб листа, термообработанных
по режимам завода-изготовителя сосуда.
Определение механических свойств должно производиться на
образцах, вырезаемых из образцов-свидетелей, после окончательной
термообработки.
Проведение испытания механических свойств металла готового
изделия, прошедшего термообработку в процессе изготовления деталей, и имеющего
положительные результаты входного контроля механических свойств материалов,
может быть заменено контролем правильности выполнения режима термообработки с
регистрацией режима на диаграммной ленте самопишущего потенциометра, в случае
получения листов для корпуса сосуда с испытаниями на образцах,
термообработанных по режимам завода-изготовителя сосуда.
20.3.5. Металлографическим исследованиям должны подвергаться
стыковые сварные соединения, определяющие прочность сосудов:
- 2, 3-й группы, работающих под давлением более 5 МПа или
при температуре ниже минус 40 °С;
- 2-й группы, работающих при температуре выше 450 °С;
- изготовленных из сталей, склонных к термическому
воздействию (марок 12МХ, 12ХМ и др.),
- изготовленных из сталей аустенитного класса.
Металлографические исследования допускается не проводить для
сосудов и их элементов толщиной до 20 мм, изготовленных из сталей аустенитного
класса.
20.3.6. В процессе стилоскопирования следует определять в
металле шва наличие легирующих элементов.
Должны контролироваться:
- каждый сварной шов в одной точке через каждые два метра;
- места исправления каждого сварного шва;
- наплавка не менее чем в одной точке.
Контроль стилоскопированием допускается не производить:
- при невозможности осуществления контроля из-за
недоступности сварных швов (ввиду конструктивных особенностей сосуда, по
условиям техники безопасности);
- из-за малых размеров шва (например, швы обварки
теплообменных труб).
При получении неудовлетворительных результатов допускается
повторное стилоскопирование того же сварного соединения на удвоенном количестве
точек.
При неудовлетворительных результатах повторного контроля
следует проводить спектральный или химический анализ сварного соединения,
результаты которого считаются окончательными.
При выявлении несоответствия марки использованных
присадочных материалов хотя бы на одном из сварных соединений сосудов 3; 4, 5а
и 5б групп стилоскопирование металла шва производится на всех сварных
соединениях, выполненных данным способом сварки.
Дефектные сварные швы, выявленные при контроле, следует
удалять, швы вновь сварить и подвергнуть стилоскопированию.
20.3.7. Метод контроля (ультразвуковой, радиографический или
их сочетание) выбирается конструкторской организацией в соответствии с
требованиями пункта 6.7 ПБ
03-584, НД на изделие и сварку и указывается в конструкторской документации
сосудов, исходя из возможностей более полного и точного выявления недопустимых
дефектов с учетом особенностей физических свойств металла, а также особенностей
методики контроля для данного вида сварных соединений сосуда (сборочных единиц,
деталей).
Места контроля сварных соединений сосудов радиографическим
или ультразвуковым методом должны указываться в паспорте сосуда.
(Измененная редакция. Изм. № 1).
20.3.8. Цветной или магнитопорошковой дефектоскопии следует
подвергать сварные швы, недоступные для осуществления контроля радиографическим
или ультразвуковым методом, а также сварные швы сталей, склонных к образованию
трещин при сварке.
20.4. Требования к допускам и
предельным отклонениям размеров и формы сосудов
20.4.1. Верхнее предельное отклонение общей длины сосуда
должно определяться по формуле
ΔLc
= ΔL + 2(Δh2 + Δh1),
где ΔL - положительное предельное отклонение на
длину цилиндрической обечайки сосуда, мм. При изготовлении сосуда из нескольких
обечаек предельное отклонение на длину цилиндрической части складывается из
предельных отклонений длин каждой части обечайки;
Δh2 - положительное предельное
отклонение на высоту эллиптической поверхности днища, мм (см. таблицу 10.3);
Δh1 - положительное предельное
отклонение на высоту цилиндрической части днища, мм (см. таблицу 10.1).
Аналогично определяется нижнее предельное отклонение общей
длины сосуда, при этом в формуле должны быть заменены положительные предельные
отклонения частей сосуда отрицательными. Предельные отклонения общей длины
сосуда и указываются в технической документации.
20.4.2. Относительная овальность «а» сосуда,
изготовленного из листов или поковок, после термообработки не должна превышать
1 %. Овальность определяется по измерениям максимальных и минимальных диаметров
в сечениях, расположенных через 1 м по длине сосуда. Результаты измерений
заносятся в паспорт сосуда.
Величина относительной овальности определяется:
- в местах, где не установлены
штуцера и люки по формуле

- в местах установки штуцеров и люков по формуле

где Dmax, Dmin - соответственно, наибольший и наименьший
внутренние диаметры корпуса, измеренные в одном поперечном сечении, d -
внутренний диаметр штуцера или люка, мм.
Значение а допускается до 1,5 % для сосудов при отношении
толщины корпуса к внутреннему диаметру не более 0,01.
Значение а для сосудов, работающих под вакуумом или наружным
давлением, должно быть не более 0,5 % (согласно ПБ
03-584).
Значение а для сосудов без давления (под налив)
должно быть не более 2 %.
20.4.3. Для выверки горизонтального положения базовая
поверхность горизонтального сосуда должна быть указана в технической
документации. На одном из днищ корпуса должны быть нанесены несмываемой краской
две контрольные риски для выверки бокового положения сосуда на фундаменте.
20.4.4. Корпуса вертикальных сосудов с фланцами, имеющими
уплотнительные поверхности «шип - паз» или «выступ - впадина», для удобства
установки прокладки следует выполнять так, чтобы фланцы с пазом или впадиной
были нижними.
20.4.5. Неуказанные предельные отклонения размеров деталей и
сборочных единиц сосудов должны соответствовать полям допусков:
Н14, h14,  - для изделий с механически
обрабатываемыми поверхностями;
- для изделий с механически
обрабатываемыми поверхностями;
Н16, h16 и  - для изделий, работающих под
давлением, с поверхностями без механической обработки.
- для изделий, работающих под
давлением, с поверхностями без механической обработки.
20.4.6. Для тонкостенных сосудов, которые подвергаются
воздействию внешних нагрузок, овальность поперечного сечения под действием этих
нагрузок не должна превышать значений, установленных техническими условиями на
изделие.
20.4.7. Отклонение от перпендикулярности оси отверстия не
должно быть более 5°. Угол отклонения измеряется по направлению оси отверстия
от внутренней поверхности сосуда в пределах толщины стенки.
20.4.8. Допускаемые отклонения при установке штуцеров из
труб и кованых штуцеров на сосуды должны находиться в следующих пределах:
- отклонение по высоте штуцера ±3 мм (рисунок 20.1);
- позиционный допуск и допуск соосности штуцера - 1 мм;
- перекос оси штуцера относительно ее номинального положения
- не более 1°;
- отклонение в расположении отверстий фланца относительно
продольной оси сосуда, разность между c1 и с2
не более 3 мм (рисунок 20.2).
Относительная овальность наружного диаметра штуцера,
замеренная по его торцу после приварки, не должна быть более 2 %.

Рисунок 20.1

Рисунок 20.2
20.4.9. Отклонения при установке фланцев штуцеров или
патрубков, изготовленных по ГОСТ
12815- ГОСТ
12822, не должны превышать 1 мм на 100 мм наружного диаметра фланца - по перпендикулярности
поверхности фланца относительно оси штуцера (патрубка) и по плоскостности
уплотнительной поверхности фланца.
20.4.10. Укрепляющие кольца (при их наличии) должны
прилегать к поверхности укрепляемого элемента. Допускаемый зазор по контуру кольца
- не более 3 мм.
20.4.11. Сборка паропаровых секций теплообменников должна
производиться с соблюдением предельных отклонений, указанных на рисунке 20.3.
Предельные отклонения от заданного положения приварных
деталей не должны быть более величин, приведенных на рисунке 20.3. Сварка плетей труб должна выполняться методом,
обеспечивающим неразрушающий контроль сварных соединений. Объем контроля - 100
% каждого стыка пучка.
Изогнутость труб корпуса на прямых участках l от головок до гиба не должно быть более 15 мм на 1 м.
Данные о секциях паропаровых теплообменников (ППТО) должны быть приведены в
паспорте сосуда.

Рисунок 20.3
20.5. Гидравлическое испытание
сосудов и теплообменников
20.5.1. Гидравлическое испытание применяется для оценки
прочности и плотности металла и сварных соединений конструкций, вальцованных и
разъемных соединений, работающих под давлением.
Гидравлическое испытание, как правило, должно проводиться на
предприятии-изготовителе.
20.5.2. Гидравлические испытания следует проводить после
термической обработки сварных соединений, их неразрушающего контроля и
исправления выявленных дефектов.
20.5.3. Для сосудов, работающих при давлении до 0,07 МПа, пробное
давление должно быть не менее 0,2 МПа.
20.5.4. Сосуды, работавшие при атмосферном давлении,
испытывают наливом воды или проверяют пневматическим испытанием давлением 0,01
МПа.
Залитый водой до верхней кромки сосуд выдерживается 4 ч.
Допускается проводить испытание смачиванием керосином сварных швов, при этом
наименьшее время выдержки должно соответствовать таблице 20.1.
Таблица 20.1
|
Толщина
шва, мм
|
Время
выдержки, мин.
|
|
в
нижнем положении шва
|
в
потолочном или вертикальном положении шва
|
|
До 4
|
20
|
30
|
|
Свыше 4 до 10
|
25
|
35
|
|
Свыше 10
|
30
|
40
|
20.5.5. Минимальное значение пробного давления ph
при гидравлическом испытании принимается:

где р - расчетное давление
сосуда, МПа;
[σ]20, [σ]1 -
допускаемые напряжения для материала сосуда или его элементов соответственно
при 20 °С и расчетной температуре, МПа.
Отношение  принимается по тому из использованных
материалов элементов сосуда, для которого оно является наименьшим.
принимается по тому из использованных
материалов элементов сосуда, для которого оно является наименьшим.
При проведении гидравлического испытания за рабочее давление
принимается давление в сосуде, установленное конструкторской документацией.
Максимальное значение пробного давления устанавливается
расчетами на прочность по РД
10-249.
Конструктор обязан выбрать такое значение пробного давления
в указанных пределах, которое обеспечило бы наибольшую выявляемость дефектов в элементе,
подвергаемом гидравлическому испытанию.
20.5.6. Для негабаритных сосудов и теплообменников,
изготавливаемых укрупненными блоками гидравлическое испытание проводят после
сборки и сварки на монтаже, при условии сплошного контроля неразрушающими методами
основного металла и стыковых сварных соединений стыкуемых корпусов и угловых
швов приварки штуцеров и труб номинальным внутренним диаметром более 100 мм.
20.5.7. Гидравлическое испытание должно проводиться водой с
температурой не ниже плюс 5° С и не выше плюс 40 °С, если в КД не указано
конкретное значение температуры, допускаемой по условию предотвращения хрупкого
разрушения. Разница температур металла и окружающего воздуха во время испытания
не должна вызывать выпадения влаги на поверхностях объекта испытаний.
Используемая для гидравлического испытания вода не должна загрязнять объект или
вызывать интенсивную коррозию.
Требования к испытательной среде должны быть указаны в
конструкторской документации.
20.5.8. При заполнении сосудов водой должен быть удален
воздух из внутренних полостей. Давление следует поднимать равномерно до
достижения пробного, скорость подъема давления не должна превышать 0,5 МПа в
минуту, если нет других указаний в КД.
Время выдержки под пробным давлением должно быть не менее 10
минут при толщине стенки сосуда до 50 мм и не менее 20 минут при толщине стенки
сосуда свыше 50 до 100 мм.
После выдержки под пробным давлением давление снижают до
расчетного, при котором производят осмотр всех сварных, вальцованных и
разъемных соединений.
Давление воды при испытании должно контролироваться двумя
манометрами. Оба манометра выбираются одного типа, предела измерения,
одинаковых классов точности, цены деления.
20.5.9. Порядок проведения гидравлического испытания сосудов
должен проводиться в соответствии с инструкцией предприятия-изготовителя.
Течи через технологические уплотнения, предназначенные для
проведения гидравлических испытаний, не являются браковочным признаком. При
этом не должно быть видимого падения давления по манометру.
20.5.10. Сосуд считается выдержавшим испытание, если не
будет обнаружено:
- течи, трещин, слезок, потения в сварных соединениях и на
основном металле;.
- течи в разъемных соединениях;
- видимых остаточных деформаций, падения давления по
манометру.
20.5.11. После проведения гидравлического испытания
необходимо обеспечить удаление воды и остатков влаги из полостей сосуда.
20.5.12. Гидравлическое испытание, проводимое на
предприятии-изготовителе, должно проводиться на специальном испытательном
стенде, имеющем соответствующее ограждение и удовлетворяющем требованиям
безопасности и инструкции по проведению гидроиспытаний, утвержденную главным
инженером предприятия.
20.5.13. Результаты гидравлического испытания изделия
записываются в паспорт, а его отдельных элементов - в свидетельство о качестве
изготовления.
21.1. Предприятие-изготовитель гарантирует надежную работу
сосудов, поставляемых заказчику в собранном виде, без вскрытия их перед
монтажом для осмотра в течение гарантийного срока, указанного в разделе 25.
21.2. Установленный срок службы до списания подогревателей
должен быть не менее 30 лет при условии соблюдения заказчиком руководства по
эксплуатации, инструкции по хранению и консервации подогревателей.
21.3. Конструкция сосудов и их отдельных элементов должна
соответствовать требованиям настоящего стандарта.
21.4. Безопасность сварочных работ должна соответствовать
требованиям ГОСТ
12.3.003.
21.5. Конструкция приварных деталей, предназначенных для погрузо-разгрузочных
работ, должна быть проверена расчетом на прочность для обеспечения безопасности
этих работ. Проведение погрузо-разгрузочных работ должно соответствовать ГОСТ
12.3.009.
21.6. Системы вентиляции, кондиционирования воздуха и
воздушного отопления производственных, складских, вспомогательных зданий должны
отвечать требованиям ГОСТ
12.4.021 и обеспечивать на постоянных рабочих местах, в рабочей и
обслуживаемой зонах температуру, влажность и чистоту воздушной среды,
соответствующие санитарным нормам и ГОСТ
12.1.005.
21.7. Станки и станочные приспособления должны
соответствовать требованиям ГОСТ
12.2.009, ГОСТ
12.2.029.
22.1. Комплектность
22.1.1. В комплект сосуда должны входить:
- сосуд в собранном виде или отдельные транспортируемые
части с ответными фланцами, рабочими прокладками и крепежными деталями, не
требующими замены при монтаже;
- запасные части:
- фундаментные болты для крепления сосуда в проектном
положении (по указанию в технической документации).
Примечание - Детали и сборочные единицы, которые при отправке в
сборе с сосудом могут быть повреждены, допускается снять и отправить в
отдельной упаковке. Тип и вид тары и упаковки этих деталей и сборочных единиц,
а также покупных деталей должны соответствовать требованиям технических условий
на конкретный сосуд.
22.1.2. Сосуд в собранном виде должен поставляться с
внутренним защитным покрытием согласно требованиям технической документации.
Торкретирование, футеровка штучными материалами,
теплоизоляция осуществляются заказчиком на монтажной площадке. Материалы для
торкретирования, футеровки штучными материалами, теплоизоляции, а также
неметаллические (керамические и др.) элементы для защиты внутренней футеровки в
поставку предприятия-изготовителя не входят. Металлические элементы для защиты
внутренней футеровки, предусмотренные технической документацией, должны
поставляться предприятием-изготовителем.
22.1.3. Сосуды, удовлетворяющие по габаритам и массе
требованиям транспортных организаций, должны поставляться в полностью собранном
виде, с установленными внутренними устройствами, на штатных прокладках, не
подлежащих замене при монтаже.
22.1.4. Транспортируемые части негабаритных сосудов должны
поставляться с приваренными приспособлениями для сборки монтажного соединения
под сварку.
Примечание - Допускается приспособления после использования
срезать. Удалять их следует на расстоянии не менее 20 мм от стенок корпуса
методами, не повреждающими стенки.
22.1.5. В поставку негабаритных сосудов, свариваемых на
монтажной площадке из транспортируемых частей, должны входить сварочные
материалы и пластины металла для проведения контрольных испытаний сварных швов.
22.1.6. Сосуды в собранном виде или транспортируемые части
негабаритных сосудов должны поставляться с приваренными деталями для крепления
изоляции, футеровки, обслуживающих площадок, металлоконструкций и др.,
предусмотренных техническим проектом. Приварные детали для крепления изоляции
следует применять по ГОСТ
17314.
Сосуды (поставочные блоки) должны поставляться с
приваренными деталями для строповки, крепления лестниц и площадок обслуживания
в соответствии с конструкторской документацией.
Необходимость приварки деталей крепления тепловой изоляции,
которые устанавливаются непосредственно на корпусе сосуда, определяется
техническими условиями на конкретный сосуд.
22.1.7. В поставку тяжеловесного или негабаритного сосуда
должны входить специальные траверсы, опорные устройства (цапфы), тележки или
салазки для опоры нижней части сосуда, монтажные хомуты, съемные грузозахватные
устройства, специальные строповые устройства, приспособления для выверки и
устройства для перевода сосуда из горизонтального положения в вертикальное,
если они предусмотрены в технической документации.
22.1.8. Изготовленные из труб детали (змеевики, секции,
коллекторы, трубные пучки и др.), если они составляют части негабаритных
сосудов или заказываются отдельно от сосудов, должны поставляться собранными на
прокладках, предусмотренных технической документацией.
22.1.9. В комплект запасных частей должен входить комплект
рабочих прокладок для фланцев. Если по условиям эксплуатации сосуда требуется большее
количество запасных прокладок в течение предусмотренного гарантийного срока
эксплуатации, то поставка их осуществляется согласно требованиям технических
условий на сосуд.
Запасной комплект прокладок для экспортируемых сосудов
поставляется по требованию договора или контракта.
22.2. Документация
22.2.1. К сосудам должна прилагаться следующая документация:
- паспорт и приложения согласно требованиям пункта 7.2 ПБ
03-584 и пункта 21 ТР ТС
032/2013;
- руководство по эксплуатации;
- ведомость запасных частей;
- чертежи быстроизнашивающихся деталей (по требованию
заказчика);
- акт о проведении контрольной сборки или контрольной
проверки размеров (если это требование указано в конструкторской документации),
схема монтажной маркировки, сборочные чертежи в трех экземплярах (для сосудов,
транспортируемых частями);
- техническая и сопроводительная документация на
комплектующие изделия (электродвигатели, редукторы, насосы и др.).
Примечания
1 Руководство по эксплуатации
должно быть составлено разработчиком технического проекта сосуда.
2
К деталям и сборочным единицам, поставляемым по кооперации, следует прилагать
удостоверение о качестве изготовления.
(Измененная редакция. Изм. № 1).
22.2.2. Сопроводительная документация на сосуды для экспорта
должна соответствовать ГОСТ
2.601.
22.2.3. На чертеже, поставляемом с паспортом сосуда,
предприятие-изготовитель должно указать перечень транспортных блоков (частей).
23.1. Окончательная приемка сосудов, а также операционный
контроль их изготовления производятся отделом технического контроля
предприятия-изготовителя в соответствии с чертежами, государственными
стандартами, стандартами организации или техническими условиями и требованиями
настоящего стандарта.
При приемке производится проверка:
- соответствия изделий общим требованиям разделов 4 и 5 настоящего стандарта;
- соответствия технической документации на материалы и
подготовки материалов к запуску в производство требованиям раздела 6;
- соответствия изготовления изделий требованиям раздела 9;
- качества термической обработки в соответствии с
требованиями раздела 18
настоящего стандарта;
- соответствия отклонений размеров изделий допускаемым
отклонениям, указанным в разделе 20 настоящего стандарта;
- правильности операционной приемки сварных соединении,
клеймения изделий и контрольных образцов, качества проводимых испытаний при
техническом контроле сварных швов и их соответствия требованиям настоящего
стандарта;
- правильности операционной и послеоперационной маркировки и
клеймения, а также отправочной маркировки готовых изделий;
- правильности консервации, упаковки, окраски и составления
отправочной документации.
23.2. После окончательного изготовления и приемки сосуда на
табличке или в месте маркировки сосуда должно быть поставлено клеймо отдела
технического контроля.
24.1. Маркировка
24.1.1. Сосуды должны иметь табличку, соответствующую
требованиям ГОСТ
12971.
На сосудах наружным диаметром не более 325 мм табличку
допускается не устанавливать. В этом случае необходимые данные наносятся на
корпус сосуда.
24.1.2. Табличка размещается на видном месте. Табличка
крепится на приварном подкладном листе, приварной скобе, приварных планках или
приварном кронштейне.
24.1.3. На табличку должны быть нанесены:
- наименование или товарный знак предприятия-изготовителя;
- наименование и обозначение (шифр заказа) сосуда;
- порядковый номер сосуда по системе нумерации
предприятия-изготовителя;
- расчетное давление, МПа;
- рабочее или условное избыточное давление, МПа;
- пробное давление, МПа;
- допустимая максимальная и (или) минимальная рабочая
температура стенки, °С;
- масса сосуда, кг;
- год изготовления;
- клеймо технического контроля.
Примечание - Для теплообменных аппаратов и сосудов с несколькими
полостями следует расчетное, рабочее и пробное давления и допустимую рабочую
температуру стенки указывать для каждой полости.
24.1.4. На наружной поверхности стенки сосуда должна быть
нанесена маркировка:
- наименование или товарный знак предприятия-изготовителя;
- порядковый номер по системе нумерации
предприятия-изготовителя;
- год изготовления;
- клеймо технического контроля.
Маркировка сосудов с толщиной стенки корпуса 4 мм и более
наносится ударным способом или гравировкой, а с толщиной стенки менее 4 мм -
гравировкой или несмываемой краской. Маркировка заключается в рамку,
выполненную атмосферостойкой краской, и защищается бесцветным лаком (тонким
слоем смазки). Глубина маркировки клеймением или гравировкой должна быть в
пределах 0,2 - 0,3 мм.
Качество и цвет маркировки должны соответствовать ГОСТ
26828.
Примечание - Допускается наносить маркировку на пластину,
приваренную к корпусу сосуда рядом с табличкой.
24.1.5. Кроме основной маркировки, при необходимости, следует:
а) выполнить по две контрольные метки вверху и внизу
обечайки под углом 90° на неизолируемых вертикальных сосудах, не имеющих
специальных приспособлений для выверки вертикальности их на фундаменте;
б) нанести монтажные метки (риски), фиксирующие в плане
главные оси сосуда, для выверки проектного положения его на фундаменте;
в) нанести несмываемой краской условное обозначение на
строповые устройства;
г) прикрепить (или отлить) стрелку, указывающую направление
вращения механизмов, при этом стрелку необходимо окрасить в красный цвет
несмываемой краской;
д) нанести монтажную маркировку (для негабаритных сосудов,
транспортируемых частями);
е) нанести отметки, указывающие положение центра масс на
обечайке вертикальных сосудов, при этом отметки расположить на двух
противоположных сторонах сосуда;
ж) указать диаметр отверстий под регулировочные болты
несмываемой краской вблизи от одного из отверстий (при наличии регулировочных
болтов в опорной конструкции сосуда).
Необходимость нанесения дополнительной маркировки должна
быть указана в чертеже.
24.1.6. Маркировка отгрузочных мест должна наноситься по ГОСТ
14192.
24.1.7. На транспортируемых частях негабаритных сосудов
должно быть указано:
- обозначение сосуда;
- порядковый номер по системе нумерации
предприятия-изготовителя;
- обозначение транспортируемой части.
24.1.8. На каждом сосуде, поставочном блоке, негабаритных
частях сосуда должны быть указаны места крепления стропов, положение центра
массы. Должны быть предусмотрены и поставлены предприятием-изготовителем
устройства в соответствии с технической документацией, обеспечивающие установку
в проектное положение сосуда в собранном виде или поставочного блока.
24.2. Консервация и окраска
24.2.1. Консервации и окраске подлежат сосуды, принятые
отделом технического контроля.
24.2.2. Консервация металлических неокрашенных поверхностей
сосудов, поставляемых в полностью собранном виде, а также негабаритных
поставочных частей, комплектующих деталей и сборочных единиц, входящих в объем
поставки, должна проводиться в соответствии с требованиями ГОСТ
9.014 и обеспечивать защиту от коррозии при транспортировании. хранении и
монтаже в течение не менее 24 месяцев со дня отгрузки с
предприятия-изготовителя.
24.2.3. Консервация сосудов должна
проводиться по технологии предприятия-изготовителя с учетом условий
транспортирования и хранения.
24.2.4. Методы консервации и применяемые
для этого материалы должны обеспечивать возможность расконсервации сосудов в
сборе и транспортируемых блоков (узлов) без их разборки.
Примечание - Если по условиям эксплуатации требуется
обезжиривание, которое невозможно выполнить без разборки сборочных единиц, то
требование о безразборной расконсервации на эти сосуды не распространяется.
24.2.5. Свидетельство о консервации должно включать
следующие сведения:
- дату консервации;
- марку консервационного материала;
- вариант внутренней упаковки;
- условия хранения;
- срок защиты без переконсервации;
- срок консервации;
- способы расконсервации.
Свидетельство прикладывается к паспорту сосуда,
подвергнутого консервации.
24.2.6. Поверхность сосуда (сборочной единицы) перед
окраской должна быть подготовлена по документации предприятия-изготовителя.
24.2.7. Выбор системы покрытий и лакокрасочных материалов
для защиты сосудов (сборочных единиц) проводится в зависимости от условий
эксплуатации, категории размещения. транспортирования, хранения, монтажа,
габаритов и других условий.
На период транспортирования, хранения и монтажа цвет
покрытия не нормируется.
24.2.8. При поставке негабаритных сосудов частями или
габаритными блоками защитное покрытие наносится в соответствии с требованиями
пп. 24.2.3, 24.2.4.
Примечание - Кромки, подлежащие сварке на монтажной площадке, и
прилегающие к ним поверхности шириной 50 - 60 мм должны защищаться
консистентной смазкой или другими материалами. Окраска кромок не допускается.
24.3. Упаковка,
транспортирование и хранение
24.3.1. Упаковка сосудов должна производиться по техническим
условиям на конкретный сосуд.
24.3.2. При необходимости внутренние устройства и
вращающиеся механизмы должны быть закреплены для предохранения от деформации
под влиянием собственной массы и динамических нагрузок при транспортировании.
24.3.3. Все отверстия, штуцера, муфты должны быть закрыты
пробками или заглушками для защиты от загрязнений и повреждений уплотнительных
поверхностей.
24.3.4. Отдельно отправляемые сборочные единицы, детали,
запасные части должны быть упакованы в ящики или собраны в пакеты (стопы).
Вид упаковки выбирается предприятием-изготовителем. если нет
других указаний в технической документации.
24.3.5. Крепежные детали при отправке их в ящиках должны
быть законсервированы согласно инструкции предприятия-изготовителя, а шпильки
(болты) фланцевых соединений дополнительно упакованы в оберточную или
парафинированную бумагу.
24.3.6. Техническая и товаросопроводительная документация,
прилагаемая к сосудам, должна быть завернута в водонепроницаемую бумагу или
бумагу с полиэтиленовым покрытием и вложена в пакет, изготовленный из
полиэтиленовой пленки толщиной не менее 150 мк. Швы пакета свариваются
(заклеиваются).
Для дополнительной защиты от механических повреждений пакет
должен быть обернут водонепроницаемой бумагой или полиэтиленовой пленкой. Края
бумаги или пленки должны быть склеены синтетическим клеем.
24.3.7. Если сосуд поставляется в виде нескольких грузовых
мест, техническая документация должна упаковываться в грузовое место № 1.
24.3.8. При отгрузке сосудов без тары техническая
документация должна крепиться внутри сосуда или на сосуде. При этом на сосуд
наносится надпись: «Документация находится здесь».
24.3.9. Каждое грузовое место должно иметь свой упаковочный
лист, который вкладывается в пакет из водонепроницаемой бумаги или бумаги с
полиэтиленовым покрытием. Пакет дополнительно завертывается в водонепроницаемую
бумагу и размещается в специальном кармане, изготовленном в соответствии с
документацией, применяемой на предприятии-изготовителе. Карман крепится около
маркировки груза.
К ярлыку грузов, отправляемых в пакетах и связках, должен
крепиться футляр для упаковочного листа в соответствии с документацией,
используемой на предприятии-изготовителе.
Второй экземпляр упаковочного листа или комплектовочной
ведомости вместе с технической документацией упаковывается в грузовое место №
1.
24.3.10. Техническую документацию и второй экземпляр
упаковочного листа допускается отправлять почтой. Отправка технической
документации должна быть произведена в течение одного месяца после отгрузки
сосуда, если иное не оговорено в контракте (договоре).
24.3.11. Сосуды должны транспортироваться железнодорожным,
автомобильным или водным транспортом.
Крепление сосудов следует производить по документации
предприятия-изготовителя.
24.3.12. Транспортирование и погрузочно-разгрузочные работы
должны проводиться без резких толчков и ударов в целях обеспечения сохранности
оборудования и его упаковки.
24.3.13. Условия транспортирования и хранения сосудов на
предприятии-изготовителе и на монтажной площадке должны обеспечивать
сохранность качества сосудов, предохранять их от коррозии, эрозии, загрязнения,
механических повреждений и деформации.
24.3.14. Категорию и условия транспортирования и хранения
сосудов в части воздействия климатических факторов внешней среды по ГОСТ
15150 следует указывать в технических условиях на конкретные сосуды. При
назначении категории и условий хранения должна быть учтена сохраняемость
комплектующих деталей.
25. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
25.1. Предприятие-изготовитель гарантирует соответствие
сосудов требованиям настоящего стандарта при соблюдении условий
транспортирования, хранения, монтажа и эксплуатации.
25.2. Гарантийный срок
эксплуатации - не менее 18 мес. со дня ввода сосуда в эксплуатацию, но не более
24 мес. после отгрузки с предприятия-изготовителя.
|
Ключевые слова: сосуды энергомашиностроения,
изготовление, материалы, сварка, термообработка, контроль, безопасность,
комплектность, приемка, маркировка, консервация, упаковка, транспортирование,
хранение
|