СССР
ОТРАСЛЕВОЙ СТАНДАРТ
ПОКОВКИ И ШТАМПОВКИ СОСУДОВ
И АППАРАТОВ,
РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ.
МЕТОДИКА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
ОСТ 26-11-09-85
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ ПИСЬМОМ Министерства химического и нефтяного машиностроения от 27.09.85 г. № 21-3-15/1403
ИСПОЛНИТЕЛИ:
Г.А. Крамаров, В.В. Рязанова
СОГЛАСОВАН:
с Техническим управлением Министерства химического и нефтяного машиностроения
с НИИхиммашем
с ВНИИнефтемашем
с Управлением по котлонадзору Госгортехнадзора СССР
с Министерством здравоохранения РСФСР
с ЦК профсоюзов работников тяжелого машиностроения ВЦСПС
ОТРАСЛЕВОЙ СТАНДАРТ
|
ПОКОВКИ И ШТАМПОВКИ СОСУДОВ |
ОСТ 26-11-09-85 Введен впервые |
Письмом Министерства химического и нефтяного машиностроения от 27.09.1985 г. № 21-3-15/1403 срок введения установлен
с 01.07.1986 г.
Настоящий стандарт устанавливает методику ручного ультразвукового контроля (УЗК) качества поковок и штамповок, работающих под давлением до 16 МПа, изготовленных из углеродистых и низколегированных сталей и имеющих толщину стенки для полых заготовок не менее 200 мм и один из габаритных размеров не менее 50 мм.
Допускается применение стандарта для ультразвукового контроля поковок, изготовленных из аустенитных сталей и имеющих габаритные размеры от 50 до 200 мм и толщину стенки полых заготовок от 10 до 50 мм, если требование контроля оговорено в технической документации.
Стандарт разработан в соответствии с ГОСТ 23829-79, ГОСТ 24507-80, ГОСТ 20415-82 и ОСТ 26-291-79.
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1. Методика ультразвукового контроля обеспечивает выявление внутренних дефектов поковок и штамповок с указанием их количества» координат расположения и условных размеров без расшифровки типа и характера обнаруженного дефекта.
1.2. Поковки и штамповки, для которых расшифровка результатов ультразвукового контроля и оценка качества затруднительны, дополнительно проверяют радиационными методами контроля, если это технически осуществимо. При несовпадении результатов контроля в качестве арбитражного метода рекомендуется металлографический метод или послойное вскрытие с цветной дефектоскопией или травлением.
1.3. Объем прозвучивания каждой отдельной поковки определяется совокупностью направлений прозвучивания. Объем прозвучивания бывает полным и неполный. Полным считается прозвучивание в трех взаимно перпендикулярных направлениях (для прямоугольных заготовок) или в осевом, радиальных и хордовом направлениях (для цилиндрических заготовок). В случае отсутствия одного из направлений объем прозвучивания будет неполным.
Ультразвуковому контролю подвергается не менее 50 % объема контролируемой поковки или штамповки при полном прозвучивании выбранных участков.
В случае применения штамповок и поковок, однотипных по размерам и маркам стали, контроль на отсутствие внутренних дефектов может осуществляться выборочно. Объем выборочного контроля определяется техническими условиями на изделие.
1.4. Если по технологическому процессу предусмотрена операция термической обработки поковки или штамповки, то ультразвуковой контроль должен проводиться после термической обработки. При необходимости предварительный ультразвуковой контроль может проводиться и до термической обработки.
1.5. Ультразвуковой контроль заготовок следует проводить при наличии припусков на дальнейшую механическую обработку величиной не менее 3 мм. Допускается контроль без припуска, если обеспечивается полное прозвучивание всего объема металла.
1.6. При необходимости заводами-изготовителями или институтами могут разрабатываться технологические инструкции по ультразвуковому контролю поковок и штамповок с учетом требований ОСТ 26-291-79, чертежей, технических условий на изготовление и настоящего стандарта. Инструкции должны быть согласованы в установленном порядке.
Документация на контроль, содержащая отступления от требований настоящего стандарта или включающая новые методики контроля, должна согласовываться с головной организацией отрасли по неразрушающему контролю.
2. АППАРАТУРА
2.1. Дефектоскопы и преобразователи
2.1.1. При контроле должны использоваться ультразвуковые импульсные дефектоскопы типов ДУК-66ПМ, УД-10П, УД-11ПУ, УД-24, УДМ-3М или другие, удовлетворяющие требованиям настоящего стандарта.
2.1.2. Дефектоскопы должны быть укомплектованы пряными, раздельно-совмещенными (Р-С) и наклонными преобразователями с углами наклона акустической оси 30; 40; 50°. Для изготовления призм наклонных преобразователей рекомендуется органическое стекло марок СОЛ, CT-1, 2-55 по ГОСТ 15809-70 (чертеж призмы преобразователя приведен в приложении 1). Допускается применение преобразователей с призмой из других материалов.
2.1.3. Техническое освидетельствование (поверка) дефектоскопа должно проводиться государственными или ведомственными метрологическими службами 1 раз в год, а после каждого ремонта соответствующей службой предприятия. При освидетельствовании должны проводиться визуальный контроль дефектоскопа и проверка его технических характеристик в соответствии с методическими указаниями по поверке применяемого дефектоскопа и требованиями ГОСТ 23667-79.
2.1.4. Для проверки, наладки и ремонта дефектоскопов рекомендуется следующая радиоизмерительная аппаратура:
комплект контрольных образцов и вспомогательных устройств КОУ-2;
осциллограф универсальный C1-65A;
анализатор спектра С4-25;
электронно-счетный частотомер Ч3-34А;
генератор прямоугольных импульсов Г4-102;
усилитель У3-28;
прибор для исследования амплитудно-частотных характеристик XI-48 (XI-38).
Для ремонта необходимо иметь набор радиодеталей, комплект инструмента для радиомонтажа.
Допускается применять другие приборы с аналогичными характеристиками.
2.1.5. Для проведения контроля, обеспечения стабильности параметров контроля в процессе его проведения, улучшения условий работы дефектоскопистов и т.п. допускается применять различные приспособления, приставки, не ухудшающие основные параметры контроля: планшеты с АРД-диаграммами, дефектоскопические линейки, держатели, ограничители перемещения преобразователя, аттенюаторы и др.
2.2. Стандартные образцы
2.2.1. В комплект аппаратуры для измерения, проверки основных параметров дефектоскопов (совместно с преобразователями) и контроля должен входить комплект стандартных образцов № 1, 2, 3, 4, 4А по ГОСТ 14782-76 и испытательных образцов по настоящему стандарту.
2.2.2. В случае отсутствия стандартных образцов допускается их изготовление из сталей тех же марок, что и контролируемое изделие, или из стали 20 по ГОСТ 1050-74 с метрологической поверкой изготовленных образцов в установленном порядке.
2.2.3. Стандартные образцы применяют для проверки и определения основных параметров контроля:
чувствительности на уровне фиксации;
разрешающей способности;
погрешности глубиномера дефектоскопа;
мертвой зоны;
точки ввода;
стрелы преобразователя n;
угла наклона акустической оси преобразователя β;
угла ввода α;
рабочей частоты f.
2.3. Испытательные образцы
2.3.1. Испытательные образцы (по терминологии ГОСТ 24507-80) используют для настройки глубиномерного устройства и чувствительности дефектоскопа на уровне фиксации, определения площади обнаруженных дефектов. Конструкция и размеры образцов приведены в приложении 2.
2.3.2. Уровень фиксации - уровень амплитуды эхо-сигнала от контрольного плоскодонного отражателя площадью S0 в испытательном образце, который служит основанием для фиксации дефекта по превышению сигналом этого уровня.
Браковочный уровень - уровень амплитуда эхо-сигнала от контрольного отражателя площадью S1. Сигнал от дефекта, превышающий этот уровень, служит основанием для забраковки поковки.
Площади контрольных отражателей S0 и S1 приведены в табл. 1.
Таблица 1
|
Толщина поковки или штамповки (глубина прозвучивания) Н, мм |
Площадь контрольного отражателя, соответствующая уровню фиксации, S0, мм2 |
Площадь контрольного отражателя, соответствующая браковочному уровню, S1, мм2 |
|
До 250 |
10 |
20 |
|
Св. 250 до 400 |
20 |
40 |
|
Св. 400 |
40 |
70 |
3. ПОДГОТОВКА К КОНТРОЛЮ
3.1. Общие положения
3.1.1. Ультразвуковой контроль поковок проводится при температуре окружающего воздуха от 10 до 40 °С по ГОСТ 12.1.005-76. Температура поверхности поковки может быть при этом от 5 до 50 °С.
3.1.2. При проведении контроля на открытом месте в дневное время или при сильном искусственном освещении необходимо принять меры к затемнению экрана индикатора дефектоскопа.
3.1.3. На контролируемом изделии во время проведения контроля не должны проводиться зачистка и другие механические работы, затрудняющие контроль.
3.2. Требования к дефектоскопистам
3.2.1. Для проведения ультразвукового контроля поковок и штамповок согласно ГОСТ 20415-82 должны допускаться дефектоскописты, прошедшие теоретическую и практическую подготовку по утвержденной программе, получившие удостоверение на право проведения ультразвукового контроля, имеющие квалификацию не ниже 2-го разряда, соответствующую требованиям «Единого тарифно-квалификационного справочника работ и профессий рабочих».
Оценка качества поковок и штамповок по результатам ультразвукового контроля должна выполняться дефектоскопистами не ниже 4-го разряда.
Разряд дефектоскопистов при контроле заготовок из сталей аустенитного класса или с применением АРД-диаграммы должен быть не ниже 5.
Ультразвуковой контроль поковок и штамповок должен проводиться звеном из двух дефектоскопистов, которые поочередно сменяют друг друга при выполнении контрольных операций.
3.2.2. Дефектоскописты УЗК должны проходить переаттестацию (теоретическую и практическую) по месту работы не реже, чем 1 раз в год. При перерыве в работе более 6 месяцев дефектоскописты лишаются права проведения контроля до сдачи повторных испытаний, а свыше 1 года - до прохождения повторного курса обучения и переаттестации.
Перед переаттестацией дефектоскопистов предприятию рекомендуется организовать техническую учебу с привлечением специалистов завода иди отраслевого института по программе, утвержденной главным инженером предприятия.
3.2.3. Проверка работы дефектоскопистов при переаттестации проводится не менее чем на 3 поковках с дефектами и оформляется протоколом.
В состав проверочной комиссии должны входить:
начальник отдела неразрушающих методов контроля (ЦЗЛ, ОТК);
начальник лаборатории неразрушающих методов контроля;
инженер по ультразвуковой дефектоскопии;
инженер по технике безопасности;
инженер по подготовке кадров.
О прохождении квалификационной проверки в удостоверении дефектоскописта (вкладыше) делается соответствующая запись.
3.2.4. Работа каждого дефектоскописта проверяется не реже 1 раза в неделю путей повторного выборочного ультразвукового контроля не менее 5 % общего количества поковок, но не менее одной, проверенных им за смену. Проверку работы могут проводить старший по смене дефектоскопист, инженер или дефектоскопист более высокой квалификации. При обнаружении пропущенных дефектов поковки повторно контролируются в том же объеме другим дефектоскопистом.
При неоднократном обнаружении пропущенных дефектов в течение одного месяца одним и тем же дефектоскопистом должно приниматься решение о лишении его права контроля ультразвуковым методом до проведения внеочередной аттестации после дополнительного обучения и производственной стажировки не ранее, чем через месяц.
3.3. Требования к участку контроля
3.3.1. Ультразвуковой контроль должен проводиться в цехе на специально отведенном участке или участке расположения контролируемых изделий.
3.3.2. Участок ультразвукового контроля должен быть удален от сварочных постов на расстоянии не менее 10 м и защищен от прямых лучей источников света.
3.3.3. На участке ультразвукового контроля должны быть:
подвод электропитания напряжением 220(127) или 36 В частотой 50 Гц;
шины заземления оборудования;
мостки и лестницы, переносные стульчики для дефектоскопистов;
подставки или тележки для дефектоскопов;
стабилизатор напряжения.
3.3.4. В цехах-изготовителях химической и нефтехимической аппаратуры для хранения дефектоскопического оборудования, испытательных образцов, оснастки, инструмента и вспомогательных материалов, а также для проведения подготовительных, наладочных и ремонтных работ должны быть организованы специальные лабораторные помещения ультразвукового контроля (не менее одного на каждый цех) с площадью не менее 4,5 м2 на каждого работающего в соответствии с требованиями СН 245-71.
3.3.5. В лабораторном помещении ультразвукового контроля должны быть:
ультразвуковые дефектоскопы с комплектами типовых преобразователей, стандартных и испытательных образцов;
подвод сети переменного тока частотой 50 Гц и напряжением 220 (127) или 36 В;
источник питания постоянного тока напряжением 24 или 12 В;
стабилизатор напряжения при колебаниях напряжения сети, превышающих плюс 5 или минус 10 % от номинального значения;
катушка с переносным сетевым кабелем;
шина заземления;
набор слесарного и мерительного инструмента;
контактная среда и обтирочный материал;
рабочие столы;
стеллажи и шкафы для хранения оборудования и материалов.
3.4. Подготовка поверхности под контроль
3.4.1. Поковки, штамповки, подлежащие контролю, должны иметь простые геометрические формы: цилиндр полый или сплошной, кольцо, параллелепипед, плита с параллельными поверхностями, куб и пр.
3.4.2. В соответствии с ГОСТ 2789-73 перед контролем поверхности поковок, со стороны которых проводят прозвучивание, должны быть обработаны и иметь шероховатость поверхности Ra < 6,3 мкм; а противоположные поверхности (донные поверхности) должны иметь шероховатость Ra < 12,5 мкм.
3.4.3. Оценка качества подготовки поверхности под ультразвуковой контроль проводится путем сравнения со стандартным образцом с указанной шероховатостью поверхности по ГОСТ 2789-73.
3.4.4. Контроль качества подготовки поверхности проверяют специалисты ОТК. Заготовка предъявляется дефектоскописту полностью подготовленной к контролю. Зачистка поверхности в обязанности дефектоскописта не входит.
3.4.5. Чтобы достигнуть акустический контакт между поверхностями преобразователя и изделия, последнюю необходимо покрыть контактной средой. Рекомендуется использовать контактные среды, указанные в справочном приложении 3. Допускается также использовать солидол, технический вазелин, трансформаторное или машинное масло с последующим удалением их с поверхности изделия.
3.5. Визуальный контроль поковки и штамповки
3.5.1. Первичный контроль, а также контроль после устранения дефектов должен осуществляться на основании заявки или другой документации, подписанной работниками ОТК цеха или завода.
В документе на проведение контроля указывается номер чертежа, материал и габариты поковки. Кроме того, в нем должны быть сделаны записи о соответствии выполнения поковок требованиям ОСТ 26-291-79, чертежа и другой документации, об устранении внешних дефектов и подготовки поверхности под УЗД.
3.5.2. Перед проведением контроля дефектоскописту следует изучить чертеж, материал, установить соответствие состояния поверхности поковки требованиям настоящего стандарта.
Поверхности поковок, по которым перемещают преобразователь, должны быть подвергнуты визуальному контролю. Поковки, имеющие наружные дефекты типа раковин, пор, вмятин, забоин, неровностей, ультразвуковому контролю не подлежат. Контроль таких поковок проводится только после удаления с поверхностей контроля наружных дефектов.
3.6. Выбор параметров контроля
3.6.1. Перед контролем необходимо выбрать тип преобразователя и определить основные параметры ультразвукового контроля в соответствии с требованиями настоящего стандарта.
3.6.2. Поковки и штамповки контролируют прямыми, раздельно-совмещенными (Р-С) и наклонными преобразователями с углом наклона акустической оси 30 или 40 (50°) на частоте 2,5 МГц. При больших уровнях структурных шумов и затухании ультразвука, а также контроле поковок с большой толщиной применяется преобразователь с частотой 1,25 или 0,6 МГц (1,8 или 0,8 МГц в дефектоскопе УДЦ-3М).
Основным преобразователем при контроле поковок является прямой преобразователь; раздельно-совмещенный преобразователь дополняет контроль на величину мертвой зоны прямого преобразователя, равной 10 - 15 мм. Наклонные преобразователи в основном применяют для контроля по цилиндрическим поверхностям поковок с целью выявления радиальных трещин.
3.6.3. К параметрам УЗК относятся:
угол наклона акустической оси преобразователя β;
угол ввода α;
стрела преобразователя;
рабочая частота;
уровень фиксации.
3.7. Проверка основных параметров контроля и настройка дефектоскопа
3.7.1. После выбора основных параметров контроля проверке подлежат:
форма и размера пьезоэлемента;
точка ввода и стрела преобразователя;
угол наклона акустической оси преобразователя;
угол ввода ультразвукового луча в металл;
рабочая частота;
размеры контрольного дефекта в испытательном образце;
мертвая зона;
лучевая разрешающая способность эхо-дефектоскопа.
3.7.2. Форма и размеры пьезоэлектрического элемента должны быть проверены по паспорту преобразователя (дефектоскопа) или путем разборки преобразователя при профилактических осмотрах и смене пьезоэлемента при его поломках. Форма и размеры пьезоэлемента преобразователя определяют рабочую частоту.
Для преобразователя следует использовать круглые пьезопластины:
для частот 2,5 МГц - диаметром 12 или 10 мм;
для частот 1,25 (1,8 МГц) и 0,6 МГц - диаметром 18 мм.
Допускается применение прямоугольных пьезопластин или в форме кругового сегмента при условии обеспечения требуемой чувствительности.
3.7.3. Точка ввода и стрела преобразователя n определяется по стандартному образцу № 3 по ГОСТ 14782-76.
Точка ввода расположена против центра полуокружности образца при установке преобразователя в положение, при котором амплитуда эхо-сигнала от цилиндрической поверхности его максимальна. Положение точки ввода наносится на боковой поверхности преобразователя.
При износе призмы преобразователя изменяется положение точки ввода. После проверки на преобразователе должно быть нанесено новое найденное положение точки ввода. Положение метки, соответствующее точке ввода, не должно отличаться от действительного более чем на ±1 мм.
Стрела преобразователя (табл. 2) представляет собой расстояние от точки ввода до передней грани преобразователя. Проверка стрелы преобразователя проводится не реже 1 раза в смену.
Определять точку ввода и стрелу преобразователя рекомендуется не менее трех раз, после чего принимают среднее значение.
3.7.4. Угол наклона акустической оси преобразователя следует определять с помощью угломера или с помощью стандартного образца № 1 по ГОСТ 14782-76 по соответствующей шкале при отражении луча от цилиндрического отражателя диаметром 2 мм.
3.7.5. Угол ввода сдвиговой волны следует определять с помощью шкалы стандартного образца № 2 или 2А по ГОСТ 14782-76.
Соотношение между углом наклона акустической оси преобразователя β и углом ввода сдвиговой волны в металл α зависит от материала призмы преобразователя и марки контролируемого металла.
Для пары оргстекло - углеродистая сталь значения углов α и β приведены в табл. 2.
Таблица 2
|
30 |
40 |
50 |
|
|
Угол ввода α,...° |
39 ± 1 |
50 ± 1 |
65 ± 1 |
|
Стрела преобразователя n, мм |
15 |
12 |
10 |
Примечание. Углы ввода, приведенные в таблице, определены при температуре +20 °С.
3.7.6. При настройке ультразвукового дефектоскопа с применением АРД-диаграмм необходимо проверять рабочую частоту ультразвуковых колебаний (приложение 4).
Рабочая частота ультразвуковых колебаний не должна отличаться от номинального значения более, чем на ±10 %.
Проверку и измерение частоты ультразвуковых колебаний проводят при замене пьезоэлектрической пластины в преобразователе или при замене прямого или Р-С преобразователя.
3.7.7. Мертвая зона при контроле характеризуется минимальной глубиной расположения цилиндрического отражателя, уверенно выявляемого индикатором дефектоскопа. Отражатель диаметром 2 мм выполнен в стандартном образце № 2 ГОСТ 14782-76. При работе наклонным преобразователем с углом β = 40° мертвая зона не должна быть более 3 мм, с углом β = 30° - более 8 мм. При работе прямым преобразователем величина мертвой зоны может быть до 15 мм, раздельно-совмещенным преобразователем - до 2 мм.
Мертвую зону проверяют один раз в смену и при замене преобразователя.
3.7.8. Лучевая разрешающая способность эхо-дефектоскопа проверяется по стандартному образцу № 1 или специальному образцу с искусственными отражателями, расположенными на расстояниях, заданных технической документацией на дефектоскоп.
Лучевую разрешающую способность дефектоскопа проверяют при профилактических осмотрах.
3.7.9. Площадь и глубина залегания контрольного (искусственного) отражателя в испытательном образце должны соответствовать требованиям табл. 1 и проверены заводской измерительной лабораторией с выдачей заключения.
Не допускается использовать для настройки уровня фиксации отражатели, не соответствующие требованиям настоящего стандарта, а также неосвидетельствованные и незарегистрированные испытательные образцы.
На испытательный образец должна быть нанесена маркировка, содержащая марку материала, площадь отражателя, угол ввода сдвиговой волны, год выпуска, номер комплекта и образца.
3.7.10. При настройке дефектоскопа совместно с преобразователем необходимо: установить и подключить дефектоскоп и проверить их работоспособность; установить рабочую частоту и зону контроля; настроить глубиномерное устройство; проверить мертвую зону и разрешающую способность; установить чувствительность поиска, уровень фиксации и браковочный уровень.
3.7.11. Проверка работоспособности дефектоскопа с преобразователем должна проводиться в лаборатории в соответствии с требованиями инструкции по эксплуатации прибора.
3.7.12. Настройка рабочей частоты и глубиномерного устройства изложена в инструкции по эксплуатации дефектоскопов (ДУК-66ПМ, УД-10П, УД-11ПУ и др.).
Проверка точности настройки глубиномерного устройства проводится по образцу (черт. 1), имеющему боковые цилиндрические отражатели с известными координатами.
3.7.13. Установку зоны контроля дефектоскопа с преобразователем надо проводить с помощью глубиномерного устройства.
При контроле поковок прямым или наклонным преобразователями метку глубиномера устанавливают в положение, соответствующее значению толщины контролируемой поковки. Участок развертки между зондирующим импульсом и меткой будет соответствовать зоне контроля.
3.7.14. При настройке уровня фиксации (пп. 2.3.1 - 2.3.3) по испытательным образцам выбирается образец высотой L для прямого и Р-С преобразователей (черт. 1 приложения 2) и образец для наклонных преобразователей с углом наклона акустической оси 30; 40 или 50° с глубиной залегания контрольного отражателя Н (черт. 2, 3 приложения 2). Размер H равен толщине контролируемой поковки.
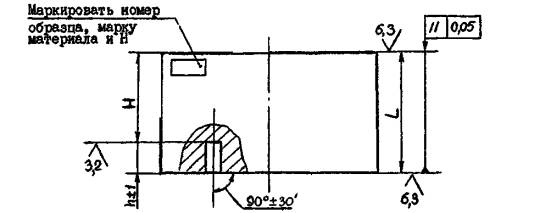
ОБРАЗЕЦ ДЛЯ ПРОВЕРКИ ГЛУБИНОМЕРНОГО УСТРОЙСТВА ДЕФЕКТОСКОПА
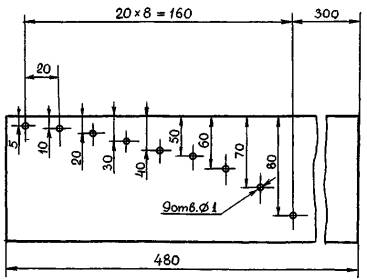
Черт. 1
Настройку уровня фиксации проводят следующим образом. Вначале на дефектоскопе устанавливают режим повышенной чувствительности ручкой «Чувствительность» для дефектоскопов УДМ-1М и УДМ-3М или ручками «Ослабление, дБ» для дефектоскопа ДУК-66ПМ и ему подобных. Преобразователь перемещают по испытательному образцу таким образом, чтобы получить максимальный сигнал от искусственного отражателя. Затем уменьшают чувствительность, пока амплитуда сигнала не достигнет контрольного уровня, установленного выше линии развертки на 20 мм.
Поиск дефектов проводят на чувствительности поиска, которую для дефектоскопов типов ДУК-66ПМ, УД-10П, УД-11ПУ и других устанавливают на 6 дБ выше уровня фиксации. Для дефектоскопов типа УДМ-3М чувствительность поиска устанавливается путем поворота ручки «Чувствительность» на 2 - 3 деления по часовой стрелке относительно уровня фиксации.
В процессе проведения контроля периодически, не реже одного раза в час, должна проверяться стабильность настройки уровня фиксации.
При настройке дефектоскопа положение ручки «ВРЧ» должно быть отрегулировано таким образом, чтобы получить по возможности равномерное усиление по линии развертки дефектоскопа и исключить собственные шумы преобразователя, а положение ручек «Мощность» и «Отсечка» - исходя из толщины прозвучиваемого металла и минимума шумов на экране дефектоскопа.
Уровень шумов следует регулировать ручками «Отсечка» и «ВРЧ (ВАРУ)».
3.7.15. При настройке уровня фиксации с помощью АРД - диаграмм применяют дефектоскоп ДУК-66ПМ и ему подобные, имеющие калиброванный аттенюатор в децибелах (дБ).
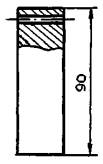
АРД-диаграмма представляет собой график зависимости между амплитудой А эхо-сигнала на экране дефектоскопа и расстоянием Р до дефектов или дна при различных размерах дефектов Д (различной площади S).
АРД-диаграммы строят для определенных типов преобразователей, размеров пьезопластины, рабочей частоты и затухания ультразвука.
АРД-диаграммы рекомендуется применять совместно с планшетом и накладной шкалой затухания ультразвука. Комплект АРД-диаграмм с планшетом и накладной шкалой приведен в приложении 5.
3.7.16. Способ настройки уровня фиксации с помощью АРД-диаграмм применяется:
при ультразвуковом контроле поковок прямым или раздельно-совмещенным преобразователем на частоте 2,5; 1,25; 0,6 МГц по плоским поверхностям или цилиндрическим с радиусом более 500 мм (при вогнутой поверхности радиус кривизны должен быть более 1000 мм);
при ультразвуковом контроле поковок наклонными преобразователями на рабочих частотах 2,5 и 1,25 МГц по плоским и выпуклым цилиндрическим поверхностям с использованием опоры (приложение 6).
3.7.17. Уровень фиксации ультразвукового дефектоскопа с пряном и раздельно-совмещенным преобразователем настраивают и устанавливают в следующем порядке:
выбирают параметры контроля и преобразователь;
согласно выбранному типу преобразователя, рабочей частоты ультразвука и диаметру пьезопластины выбирают соответствующую АРД-диаграмму;
на поковке определяют максимальную глубину прозвучивания (толщину) Н;
на поковке в произвольных 5 - 6 точках выявляют донные эхо-сигналы, которые устанавливают высотой 20 мм на экране дефектоскопа; фиксируют (в децибелах) значения этих донных сигналов и вычисляют их среднеарифметическую величину Аср (глубина прозвучивания должна быть при этом одинаковой);
на АРД-диаграмме для расстояния, соответствующего донному сигналу, определяют разность ΔА в децибелах между амплитудой донного сигнала Аср и сигнала от контрольного отражателя с заданной площадью S0;
вычисляют величину (Аср - ΔА) в децибелах, которую ручками «Ослабление, дБ» устанавливают на дефектоскопе ДУК-66 или ДУК-66ПМ, при этом дефектоскоп будет настроен на уровень фиксации.
3.7.18. Для настройки поисковой чувствительности дефектоскопа с преобразователем необходимо из величины (Аср - ΔА) вычесть 6 дБ, т.е. увеличить чувствительность дефектоскопа на 6 дБ.
3.7.19. Настройку уровня фиксации и поисковой чувствительности ультразвукового дефектоскопа с наклонным преобразователем проводят аналогично настройке для прямого преобразователя с той разницей, что значения амплитуд сигналов определяют в 5 - 6 точках по отражению ультразвука от двугранного угла, имеющегося на поковке. Затем подсчитывают их среднее значение. При отсутствии двугранного угла на контролируемой поковке настройку чувствительности можно проводить по двугранному углу другой поковки, на которой он имеется. При этом материал этих поковок должен быть одинаков.
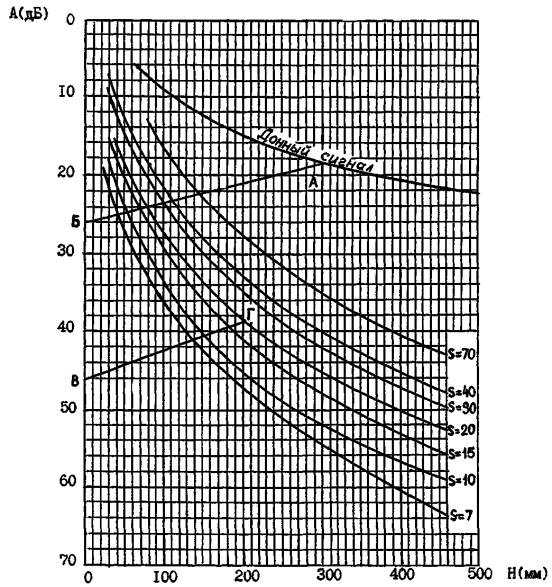
3.7.20. Пример настройки дефектоскопа.
Необходимо прозвучать плиту толщиной Н = 150 мм на частоте 2,5 МГц прямым преобразователем. Площадь контрольного отражателя соответствует уровню фиксации S0 = 10 мм2. Пусть среднее значение амплитуд донных сигналов Аср = 55 дБ. Из АРД-диаграммы (черт. 2) для прямого преобразователя на 2,5 МГц и толщины 150 мм определяют разность А = 58 - 20 = 38 дБ,
где 58 - точка пересечения кривой S = 10 мм2 и ординаты Н = 150 мм;
20 - точка пересечения кривой «Донный сигнал» и ординаты Н = 150 мм.
Уровень фиксации равен Аср - ΔА = 65 - 38 = 27 дБ.
Поисковая чувствительность равна 27 - 6 = 21 дБ. Эти значения чувствительности устанавливают на дефектоскопе ручками «Ослабление, дБ».
3.7.21. Для определения площади обнаруженных дефектов необходимо в контролируемых поковках определить коэффициент затухания ультразвука с помощью образцов или без образцов.
3.7.22. Образец для определения коэффициента затухания ультразвука изготавливают из стали марок Ст3, 20 и др. с равномерной мелкозернистой структурой.
Размеры образцов для прямых преобразователей: диаметр 60 - 75 мм, высота 50 - 80 мм; для наклонных габаритные размеры 200×100×50 мм. Шероховатость поверхностей образцов Ra, по которым сканируют преобразователем, должна быть не больше 6,3 мкм, ГОСТ 2789-73. Возможно применение испытательных образцов (см. приложение 2).
ОПРЕДЕЛЕНИЕ УСЛОВНОЙ ЧУВСТВИТЕЛЬНОСТИ С ПОМОЩЬЮ АРД-ДИАГРАММЫ
S - площадь отражателя (мм2)
Черт. 2
3.7.23. Коэффициент затухания в образцах определяют следующим образом. Преобразователь (прямой, Р-С или наклонный) устанавливают в 5 - 6 точках на образце для получения на экране дефектоскопа серии донных импульсов (или импульсов от двугранного угла). Ручками «Ослабление, дБ» устанавливают последовательно первый и второй донные эхо-сигналы на экране высотой 20 мм и считывают показания аттенюатора в децибелах, например, 34 и 20 дБ. Определяют разность показаний (34 - 20 = 14 дБ). На соответствующей АРД-диаграмме с помощью планшета на кривой «Донный сигнал» или «Сигнал от двугранного угла» для расстояния, равного глубине прозвучивания в образце, находят точку А (см. черт. 2). От этой точки вниз откладывается найденная разность (например, 14 дБ) и отмечается точка В. Затем на кривой «Донный сигнал» или «Сигнал от двугранного угла» отмечается точка Б, соответствующая двойному пути прохождения ультразвука в образце. Через полученные точки проводят линию БВ.
Подбирается такая накладная шкала, риски которой параллельны линии БВ. Маркировка накладной шкалы укажет коэффициент затухания ультразвука.
Коэффициент затухания определяется для всех 5 - 6 точек на образце, после чего подсчитывается его среднее значение.
Коэффициент затухания в образцах определяется для всех преобразователей на всех рабочих частотах ультразвука. Эти значения маркируют на образцах.
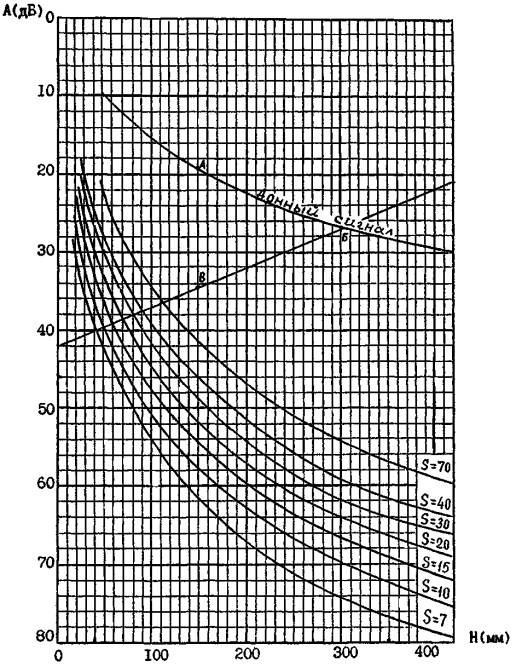
3.7.24. Коэффициент затухания в поковках с помощью образцов определяют следующим образом. На соответствующей АРД-диаграмме (черт. 3) для выбранного образца на кривой «Донный сигнал» отмечают точку А, соответствующую глубине прозвучивания в образце для прямого и наклонного преобразователей. Коэффициент затухания в образце известен. На АРД-диаграмме для данного значения коэффициента затухания образца проводят прямую АБ, параллельную рискам накладной шкалы. На контролируемой поковке и образце выявляют донный сигнал или сигнал от двугранного угла, который устанавливают на экране высотой 20 мм.
Показания аттенюатора считывают. Таким образом снимают 5 -6 показаний в разных частях поковки и образца при одинаковой глубине прозвучивания. Затем вычисляют средне-арифметическое значение показаний как для поковки, так и для образца. На АРД-диаграмме (см. черт. 3) от точки Б откладывают разность показаний (среднее значение) амплитуд эхо-сигналов (донного или от двугранного угла) в образце и поковке, например, 14 дБ. Эта разность откладывается вниз, если донный сигнал в поковке меньше, чем в образце, и вверх, если оно больше. На оси амплитуд получаем точку В. На АРД-диаграмме отмечают точку Г на кривой «Донный сигнал», соответствующую глубине прозвучивания в поковке. Подбирая накладную шкалу, добиваются, чтобы линия ВГ была параллельна или совпадала с рисками накладной шкалы. Тогда маркировка шкалы укажет коэффициент затухания в поковке. Определение коэффициента затухания в поковках и штамповках проводят после механической обработки всех поверхностей.
3.7.25. Определение коэффициента затухания в поковках и штамповках без образца проводят по методике, описанной в п. 3.7.24, при условии получения на экране дефектоскопа первого и второго донного эхо-сигнала (сигнала от двугранного угла) в разных точках поковки.
3.7.26. Коэффициент затухания ультразвука в поковках и штамповках различных марок сталей должны фиксировать в журнале контроля. По мере накопления статистических данных определяется среднее значение коэффициента затухания ультразвука для различных марок сталей и рабочей частоты, которые можно в дальнейшем использовать при контроле. Коэффициент затухания ультразвука в поковках и штамповках из разных марок сталей перлитного класса находится в пределах 0,04 - 0,016 дБ/см (0,005 - 0,02 Нп/см).
Среднее значение коэффициента затухания для контроля сталей этого класса составляет 0,012 дБ/см (0,015 Нп/см).
3.7.27. Разброс значений донных сигналов при измерениях коэффициента затухания на поковках должен быть не более 6 децибел на различных участках поковки; если это условие не соблюдается, то необходимо каждый участок поковки контролировать отдельно.
ПРИМЕР ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ЗАТУХАНИЯ В ПОКОВКЕ С ПОМОЩЬЮ ОБРАЗЦОВ

S - площадь отражателя (мм2)
Черт. 3
3.7.28. На поковки и штамповки составляется технологическая карта ультразвукового контроля, форма которой приведена в черт. 9. Допускается составлять одну карту на типовые поковки.
4. ПРОВЕДЕНИЕ КОНТРОЛЯ
4.1. Общие положения
4.1.1. Ультразвуковой контроль поковок и штамповок различных типов проводится согласно схемам сканирования преобразователем, приведенным на черт. 4 - 7 и картах контроля (см. черт. 9) В картах контроля знаком «↓» указано направление излучения прямого или Р-С преобразователя, знаком «↔» - направления движения и ориентация наклонного преобразователя.
4.1.2. Поковки типа брусков и пластин прозвучивают прямым и раздельно-совмещенным преобразователями (см. черт. 4).
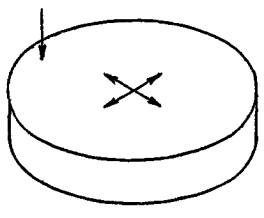
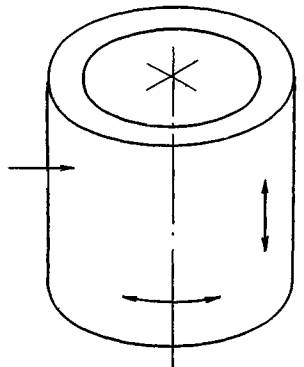
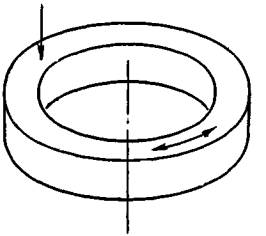
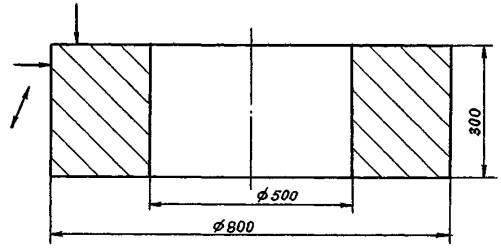
4.1.3. Поковки типа цилиндров, колец и фланцев прозвучивают прямым, раздельно-совмещенным и наклонным преобразователями (см. черт. 5, 6, 7).
Прозвучивание наклонным преобразователем (хордовое прозвучивание) применяется для выявления радиальных трещин.
Хордовое прозвучивание призматическими преобразователями следует проводить дважды (с разворотом, преобразователя на 180°). Преобразователь применяется с углом наклона акустической оси 30; 40 или 50°.
При хордовом прозвучивании крупногабаритных цилиндрических поковок не гарантируется выявление дефектов, расположенных в центральной части поковки.
4.1.4. При хордовом прозвучивании наклонный преобразователь должен быть снабжен специальной опорой (см. приложение 6). Крепление ее осуществляется таким образом, чтобы контактная поверхность преобразователя касалась цилиндрической поверхности поковки в точке ввода и качания преобразователя были исключены. В приложении 6 приведены эскизы опоры в исполнениях I и II по размерам.
СХЕМА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ПОКОВОК ПРЯМОУГОЛЬНОЙ ФОРМЫ
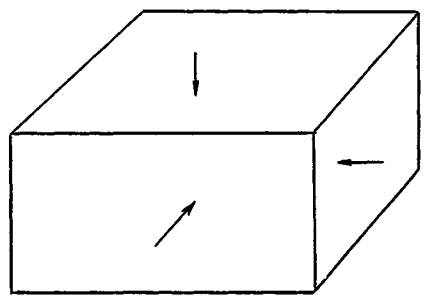
а
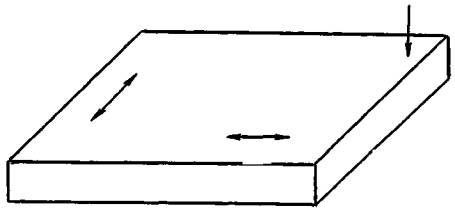
б
а - при отношении длины (ширины) к толщине более 4; б - при отношении длины (ширины) к толщине не более 4
Черт. 4
СХЕМА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ПОКОВОК ПРЯМОУГОЛЬНОЙ ФОРМЫ
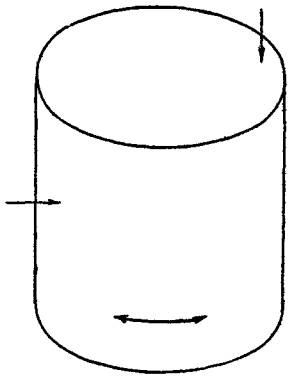
а
б
а - при отношении высоты (диаметра) к толщине стенки более 4; б - при отношении высоты (диаметра) к толщине стенки не более 4
Черт. 5
СХЕМ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ПОКОВОК ТИПА КОЛЬЦА
а
б
а - при отношении высоты к диаметру более 4; б - при отношении высоты к диаметру не более 4
Черт. 6
СХЕМА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ПОКОВОК ШТУЦЕРА
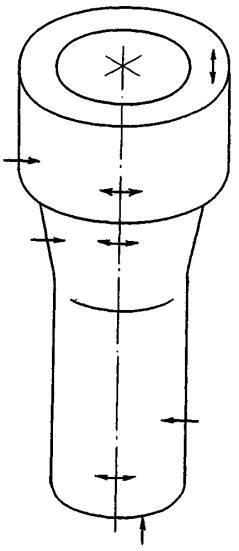
Черт. 7
Допускается применение преобразователей, притертых по поверхности поковки, при радиусах кривизны от 100 до 400 мм.
4.1.5. Поиск дефектов проводится путем плавного построчного сканирования поковки преобразователем с ходом 50 - 100 мм. Расстояние между строками не более 0,5 диаметра прямого, раздельно-совмещенного или ширины наклонного преобразователя.
4.1.6. Стабильность акустического контакта при контроле прямым и Р-С преобразователями постоянно, по возможности, проверяется по наличию донного сигнала.
4.1.7. Признаком наличия дефектов, подлежащих регистрации, является появление на рабочем участке развертки дефектоскопа (в зоне контроля) эхо-импульсов, амплитуда которых равна или больше амплитуды эхо-сигнала от контрольного отражателя с площадью, равной уровню фиксации (S0). Глубина залегания обнаруженных дефектов и контрольного отражателя при этом должны быть равны или близки по величине.
4.1.8. При отсутствии эхо-импульса от дефекта признаком наличия дефектов, подлежащих регистрации при контроле прямым или Р-С преобразователем, является также полное или частичное исчезновение донного сигнала при настройке дефектоскопа на уровне фиксации.
4.1.9. Глубина залегания обнаруженных дефектов определяется с помощью глубиномера дефектоскопа в соответствии с инструкцией по эксплуатации дефектоскопа. Если признаком наличия дефектов является полное или частичное исчезновение донного сигнала, глубина залегания дефекта не определяется.
4.1.10. При контроле следует различать дефекты точечные и протяженные.
К точечным дефектам относят такие, условная протяженность которых не превышает условной протяженности контрольного отражателя в испытательных образцах (см. приложение 2), расположенного на одинаковой или близкой по величине глубине залегания.
К протяженным дефектам относят такие, условная протяженность которых превышает условную протяженность контрольного отражателя в испытательных образцах, расположенного на одинаковой и близкой по величине глубине залегания.
4.1.11. Условная протяженность дефекта при этом измеряется длиной зоны перемещения прямого или Р-С преобразователя в направлении его сканирования, в пределах которой эхо-сигнал от дефекта изменяется от своего максимального значения до 3 мм на экране дефектоскопа в обе стороны.
Аналогичным образом, фиксируя амплитуду дефекта на уровне до 3 мм, проводится оконтурившие протяженных дефектов при перемещении преобразователя вдоль границы дефектного участка.
4.1.12. В том случае, когда признаком наличия дефекта служит отсутствие или резкое уменьшение донного сигнала, условные границы дефекта определяются такими положениями центра преобразователя, при которых донный сигнал восстанавливается до максимального значения на экране дефектоскопа.
4.1.13. Эквивалентная площадь точечных дефектов определяется либо путем сравнения с площадью контрольных отражателей в испытательных образцах, либо с помощью АРД-диаграмм.
4.1.14. Площадь протяженных дефектов подсчитывают после определения их границ (оконтуривания) путем расчета.
4.2. Методика безэталонной ультразвуковой дефектоскопии по механически обработанной поверхности
4.2.1. Определение площади дефектов с помощью АРД-диаграмм проводится для площадей от 10 до 70 мм2.
4.2.2. Определение площади обнаруженного дефекта в поковке с помощью АРД-диаграмм проводится в следующей последовательности:
на экране дефектоскопа устанавливают максимальный эхо-сигнал от дефекта высотой 20 мм и считывают показание аттенюатора дефектоскопа в децибелах (например, 50 дБ);
выявляют донный эхо-сигнал (или сигнал от двугранного угла), устанавливают его высотой 20 мм на экране дефектоскопа и считывают показание аттенюатора. Измеряют координаты дефекта, например, ослабление донного сигнала в поковке на глубине 300 мм имеет величину 70 дБ, глубина залегания дефекта 200 мм (черт. 8);
вычисляют разность показаний аттенюатора для дефекта и донного сигнала или сигнала от двугранного угла (в нашем случае 70 - 50 = 20 дБ);
выбирают соответствующую АРД-диаграмму (см. черт. 8) с накладной шкалой. Коэффициент затухания в поковке измерен, например, 0,7 дБ/см или 0,02 Нп/см. С АРД-диаграммой совмещается накладная шкала (черт. 7 приложения 5), угол наклона параллельных рисок должен соответствовать затуханию 0,7 дБ/см (0,02 Нп/см).
ПРИМЕР ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ОБНАРУЖЕННОГО ДЕФЕКТА
S - площадь отражателя (мм2)
Черт. 8
На кривой «Донный сигнал» АРД-диаграммы отмечается точка А, соответствующая глубине прозвучивания поковки, например, 300 мм. Через точку А проводится линия АБ, параллельная наклонным рискам накладной шкалы (см. черт. 8), до пересечения с осью амплитуд. От точки Б откладывается разность амплитуд эхо-сигналов от дефекта и дна (или двугранного угла).
Эта разность откладывается вниз, если амплитуда сигнала от дефекта меньше амплитуды донного сигнала (от двугранного угла) и вверх, если амплитуда эхо-сигнала от дефекта больше амплитуды донного сигнала (от двугранного угла). Получаем точку В. Через нее проводится линия ВГ, параллельная наклонным рискам шкал, до пересечения с ординатой, соответствующей глубине залегания дефекта (в нашем примере 200 мм). Ближайшая точка Г на кривой укажет площадь обнаруженного дефекта (в нашем примере S = 20 мм2).
4.2.3. При совмещении накладной шкалы с АРД-диаграммой их рамки должны совпадать. После этого АРД-диаграмму и накладную шкалу скрепляют.
4.3. Особенности контроля поковок и штамповок из аустенитных сталей
4.3.1. Для поковок и штамповок из аустенитных сталей (если контроль заложен в чертежах, технических условиях, руководящих документах и пр.) перед ультразвуковым контролем необходимо провести оценку затухания ультразвука по амплитуде донного сигнала.
Если разница в амплитудах донного сигнала от участка к участку на разных частотах более 6 дБ, контроль таких поковок рекомендуется проводить с настройкой уровня фиксации на каждом участке безэталонным способом с помощью АРД-диаграмм.
4.3.2. Разметку поковок и штамповок на участки по затуханию проводят таким образом, чтобы разница в затухании ультразвука в пределах одного участка (по амплитуде донного сигнала или сигнала от двугранного угла) не превышала 6 дБ.
4.3.3. Если уровень фиксации настраивают по испытательным образцам, разница в амплитудах донных сигналов на поковке и в испытательном образце не должна превышать 6 дБ, в противном случае поковки контролируют по участкам при настройке уровня фиксации с помощью АРД-диаграмм. Измерение амплитуд донных сигналов на поковке и испытательном образце должно проводиться при одинаковой глубине прозвучивания.
4.3.4. Если вследствие большого затухания ультразвука в поковке контроль на частоте 2,5 МГц при заданной чувствительности затруднителен, необходимо использовать более низкую частоту колебаний, ввести временную регулировку чувствительности или применить послойный контроль.
5. ОЦЕНКА КАЧЕСТВА ПОКОВОК И ШТАМПОВОК ПО РЕЗУЛЬТАТАМ КОНТРОЛЯ
Показатели технических требований к поковкам и штамповкам должны соответствовать данным таблицы приложения 7. В случае предъявления более высоких требований к качеству поковок и штамповок нормы, регламентирующие величину недопустимых дефектов, должны быть указаны в технических условиях или чертежах на поковки и штамповки.
6. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
6.1. После проведения ультразвукового контроля, определения глубины залегания и размеров дефектов, их местоположение фиксируется на поверхности поковок скоросохнущей краской, цветным карандашом, электрокарандашом (или другим удобным методом).
6.2. В карте контроля (см. черт. 9), дефектограмме (черт. 10) и в журнале (табл. 3) дефекты обозначаются следующим образом:
буквой А1 - точечные допустимые дефекты площадью от 10 до 20 мм2;
ТЕХНОЛОГИЧЕСКАЯ КАРТА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
|
Номер чертежа |
Наименование поковки |
Марка материала |
|
62.036.065 |
Фланец |
Сталь 20 |
|
Тип преобразователя |
Рабочая частота, МГц |
Уровень фиксации, мм2 |
Поисковая чувствительность |
Скорость сканирования, мм/мин |
Шаг сканирования |
Тип дефектоскопа |
Способ настройки |
|
Прямой Р-С Наклонный (угол призмы 30 °С) |
2,5 |
10 |
На 6 дБ выше |
40 - 50 |
Половине величины диаметра или ширины преобразователя |
ДУК-66ПМ |
По испытательным образцам или с применением АРД-диаграмм |
Черт. 9
буквой А2 - точечные допустимые дефекты площадью свыше 20 до 40 мм2;
буквой А3 - точечные допустимые дефекты площадью свыше 40 до 70 мм2;
буквой Д - недопустимые точечные дефекты;
буквой Б - протяженные дефекты или скопление дефектов, т.е. дефекты, находящиеся друг от друга на расстоянии до 10 мм.
6.3. Результаты контроля записываются в следующем порядке:
цифра (кроме единицы), указывающая количество дефектов одинаковой площади и расположенных на одинаковой глубине;
буква, указывающая тип дефекта (точечный или протяженный);
цифра, указывающая площадь дефекта в мм2;
цифра, указывающая глубину залегания дефекта. Для протяженных дефектов указывается диапазон глубины залегания.
Пример обозначения дефектов:
2Д-45-250: два точечных дефекта площадью 45 мм2 и глубиной залегания 250 мм;
2Б-200-140-160: два протяженных дефекта площадью 200 мм2 и диапазоном глубины залегания от 140 до 160 мм.
6.4. Результаты контроля оформляются в виде дефектограммы (см. черт. 10) в удобном масштабе. Допускается составление дефектограммы на часть поковки с указанием ее местоположения. Дефектограмма прилагается к журналу ультразвукового контроля. Пример заполнения журнала приведен в табл. 3.
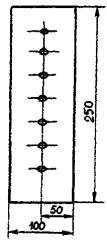
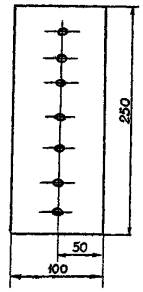
6.5. Для привязки обнаруженных дефектов к дефектограмме на поверхностях контроля поковок и штамповок наносится сетка, образец которой показан на черт. 11. Размеры и обозначения ячеек выбираются заводом.
6.6. По результатам ультразвукового контроля составляется протокол, форма которого приведена в приложении 8.
ДЕФЕКТОГРАММА ПОКОВКИ
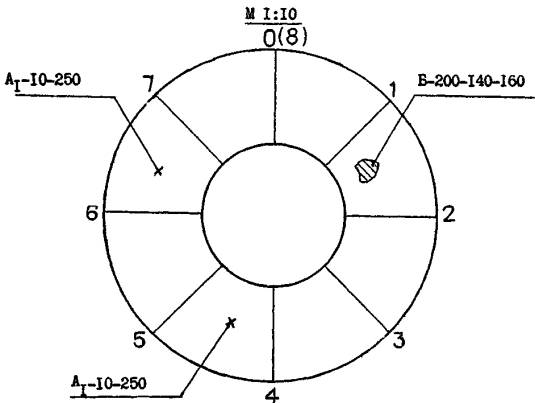
Черт. 10
РАЗВЕРТКА БОКОВОЙ ПОВЕРХНОСТИ
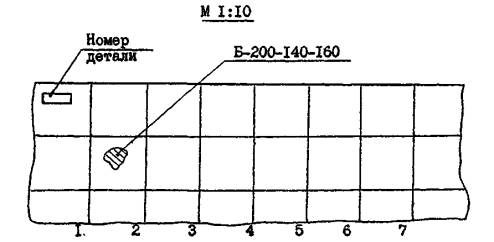
Черт. 11
Таблица 3
Образец заполнения журнала ультразвукового контроля поковок
|
Дата |
Фамилия дефектоскописта |
Номер детали |
Материал |
Уровень фиксации, мм2 |
Рабочая частота УЗК, МГц |
Преобразователь |
Результаты контроля |
Заключение |
Подпись |
|
|
75 |
25.01.84 |
Петров |
3065 |
Сталь 20 |
10 |
2,5 |
Прямой Р-С Наклонный (40°) Стрела (10 мм) |
2А1-10-250 Б-200-140-160 |
Негодная |
Петров |
7. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ УЛЬТРАЗВУКОВОМ КОНТРОЛЕ
7.1. При проведении работ по контролю методами ультразвуковой дефектоскопии дефектоскопист должен руководствоваться действующими «Правилами технической эксплуатации электроустановок потребителей и правилами техники безопасности при эксплуатации электроустановок потребителей» (гл. ЭШ-4 пп, ЭШ-4-59, ЭШ-4-76, гл. Б 1-1 и Б 1-2), утвержденными Госэнергонадзором СССР 12.04.69 г. и согласованными с ВЦСПС 09.04.69 г., а также ГОСТ 12.2.007.0-75 «Изделия электротехнические. Общие требования безопасности» и ГОСТ 12.2.007.14-75 «Кабели и кабельная арматура. Требования безопасности».
7.2. К работе по ультразвуковому контролю допускаются лица не моложе 18 лет, прошедшие инструктаж по правилам техники безопасности (с записью в журнале), имеющие удостоверение о проверке знаний «ПТЭ электроустановок потребителей», а также производственных инструкций предприятия.
7.3. Инструктаж по технике безопасности проводится в соответствии с порядком, установленным на данном предприятии.
7.4. Мероприятия по пожарной безопасности осуществляются в соответствии с требованиями «Типовых правил пожарной безопасности для промышленных предприятий», утвержденных ГУПО МВД СССР в 1975 г. и ГОСТ 12.1.004-76.
7.5. Перед включением дефектоскопа дефектоскопист должен убедиться в наличии надежного заземления. Заземление дефектоскопа в цехе должно выполняться в соответствии с требованиями ГОСТ 12.1.030-81 «ССБТ. Электробезопасность. Защитное заземление, зануление».
Заземление ультразвуковых дефектоскопов осуществляется специальной жилой переносного провода, которая не должна одновременно служить проводником рабочего тока. В качестве заземляющего проводника следует использовать отдельную жилу в общей оболочке с фазным проводом, которая должна иметь одинаковое с ним сечение.
Использовать нулевой провод для заземления запрещается. Жилы проводов и кабелей для заземления должны быть медными гибкими, сечением не менее 2,5 мм2.
7.6. Штепсельные розетки для переносных электроприборов должны быть снабжены специальными контактами для присоединения заземляющего проводника. При этом конструкция штепсельного соединения должна исключать возможность использования токоведущих контактов в качестве заземляющих. Соединение заземляющих контактов штепселя и розетки должно осуществляться до того, как войдут в соприкосновение токоведущие контакты; порядок отключения должен быть обратным.
7.7. Подключение дефектоскопа к сети питания и отключение его производит дежурный электрик. На специально оборудованных постах подключать дефектоскоп может дефектоскопист.
Дефектоскопы необходимо подключать к малонагруженным электролиниям (осветительным линиям). При отсутствии такой возможности дефектоскоп следует подключать через стабилизатор напряжения.
7.8. Категорически запрещается работа дефектоскопистов под подъемными механизмами, на неустойчивых шатких конструкциях и в местах, где возможно повреждение проводки электропитания дефектоскопов.
7.9. При использовании на участке контроля подъемных механизмов должны быть учтены требования «Правил устройства и безопасной эксплуатации грузоподъемных кранов», утвержденных Госгортехнадзором СССР в 1969 г.
7.10. Запрещается вскрывать дефектоскоп и проводить его ремонт во время контроля.
7.11. Дефектоскопы рекомендуется размещать на подвижной тележке с меняющейся высотой и капюшоном, что позволит облегчить наблюдение за прибором и устранить световые помехи на экранах.
7.12. В шумных цехах необходимо использовать индивидуальные средства защиты от шума - противошумы по ГОСТ 12.4.051-78.
7.13. По возможности рабочие места дефектоскопистов должны быть фиксированы. Если на расстоянии менее 10 м от места контроля проводится сварка или другая работа, связанная с ярким освещением, необходимо установить ограничительные щиты.
7.14. Принадлежности, используемые дефектоскопистом, - масленки, обтирочные материалы, ветошь и бумага - должны храниться в металлических ящиках.
7.15. При ультразвуковом контроле следует руководствоваться «Санитарными нормами и правилами при работе с оборудованием, создающим ультразвук, передаваемый контактным путем на руки работающих» № 2282-80, утвержденными главным государственным санитарным врачом РСФСР 29.12.80 г.
7.16. Согласно требованиям санитарных норм и правил № 2282-80 и приказа № 700 Министерства здравоохранения СССР дефектоскописты, поступающие на работу, должны подвергаться обязательному медицинскому осмотру. Принятый на работу персонал должен проходить периодический (один раз в год) медицинский осмотр.
7.17. После капитального и профилактического ремонта дефектоскопы должны быть проверены на допустимые уровни ультразвукового поля по ГОСТ 12.1.001-83. При этом параметры ультразвукового поля, воздействующего на руки дефектоскописта, не должны превышать значений, приведенных в санитарных нормах и правилах № 2282-80. Результаты измерений параметров ультразвукового поля должны оформляться протоколом по форме 334, утвержденной приказом МЗ СССР № 1030 от 04.10.80 г.
7.18. Участок ультразвукового контроля также должен отвечать требованиям санитарных норм и правил № 2282-80, а также ГОСТ 12.1.005-76 и ГОСТ 12.1.007-76.
7.19. Для защиты рук от воздействия контактных сред и ультразвука при контактной передаче дефектоскописты должны работать в рукавицах или перчатках, нарукавниках, которые не пропускают влагу и контактную среду.
При этом необходимо применять две пары перчаток: наружные - резиновые и внутренние - хлопчатобумажные или двухслойные по ГОСТ 20010-74.
7.20. В холодный и переходный период года дефектоскописты должны быть обеспечены теплой спецодеждой по нормам, установленным для данной климатической зоны или производства.
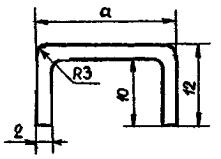
ПРИЛОЖЕНИЕ 1
Справочное
ПРИЗМА ПРЕОБРАЗОВАТЕЛЯ
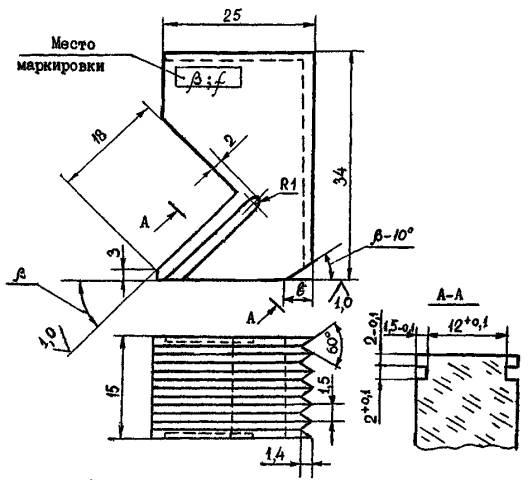
|
Рабочая частота f, МГц |
β |
Маркировка |
|
2,5 |
30° ± 30' |
30-2,5 |
|
40° ± 30' |
40-2,5 |
|
|
50° ± 30' |
50-2,5 |
Примечание. Допускается срезать угол (β - 10°) до l ≤ 8 мм для обеспечения требуемой стрелы преобразователя.
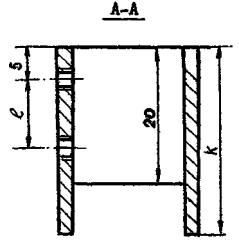
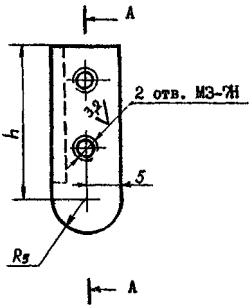
ПРИЛОЖЕНИЕ 2
Обязательное
ИСПЫТАТЕЛЬНЫЕ ОБРАЗЦЫ И ТРЕБОВАНИЯ К НИМ
Для настройки уровня фиксации применяют испытательные образцы № 1 - 17 (черт. 1, 2, 3). Испытательные образцы № 1 - 9 (черт. 1) применяют для настройки уровня фиксации дефектоскопа при контроле прямыми и Р-С преобразователями, образцы № 10 - 17 (черт. 2, 3) - при контроле наклонными преобразователями. Испытательные образцы изготавливают из тех же марок сталей и подвергают той же термической обработке, что и металл контролируемой поковки. Поверхность для перемещения преобразователя должна иметь ту же шероховатость, что и поверхность контролируемой поковки. В испытательных образцах должны отсутствовать какие-либо естественные дефекты, выявляемые ультразвуком при максимальной чувствительности дефектоскопа.
Особое внимание при изготовлении образцов следует обращать на правильность выполнения торцевой части отверстия, которая является отражателем ультразвука и по которому производится настройка чувствительности дефектоскопа и определение эквивалент ной площади обнаруженных дефектов. Плоскость торца должна быть ровной, без конических углублений или выступов и заметных на глаз концентрических рисок. Неперпендикулярность плоскости торца отверстия относительно его оси не должна быть более 0,05 мм на 100 мм длины.
Количество испытательных образцов устанавливается заводом в зависимости от числа постов ультразвукового контроля и номенклатуры поковок. Номенклатура испытательных образцов (см. черт. 1) дана для диапазона толщин до 350 мм. Для толщин более 350 мм глубина залегания плоскодонных отражателей (расстояния от их торцов до поверхности ввода) должна быть выбрана из ряда: 400; 500; 600 мм и далее через 100 мм с погрешностью не более ± 2 мм.
ИСПЫТАТЕЛЬНЫЕ ОБРАЗЦЫ ДЛЯ ПРЯМЫХ И Р-С ПРЕОБРАЗОВАТЕЛЕЙ
|
Номер образца |
1 |
2 |
3 |
4 |
5 |
б |
7 |
8 |
9 |
|
H, мм |
10 |
20 |
50 |
75 |
100 |
150 |
200 |
250 |
325 |
|
D, мм |
100 |
100 |
100 |
100 |
100 |
100 |
100 |
150 |
200 |
|
d, мм |
50 |
50 |
50 |
50 |
50 |
50 |
50 |
75 |
100 |
|
h, мм |
10 |
10 |
10 |
15 |
15 |
20 |
20 |
20 |
20 |
|
L, мм |
20 |
30 |
60 |
90 |
115 |
170 |
220 |
270 |
345 |
|
Масса, кг |
1,2 |
1,8 |
3,7 |
5,5 |
7,0 |
10,5 |
13,3 |
37,2 |
84,5 |
Черт. 1
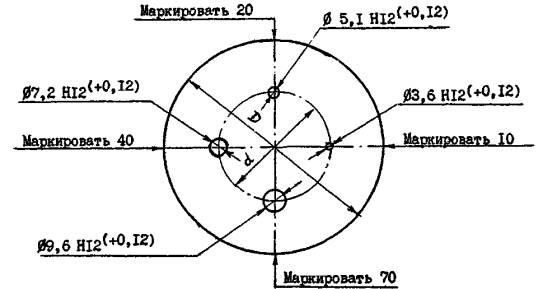
ИСПЫТАТЕЛЬНЫЕ ОБРАЗЦЫ ДЛЯ НАКЛОННЫХ ПРЕОБРАЗОВАТЕЛЕЙ
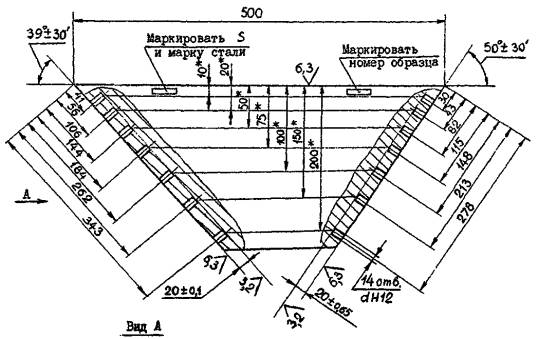
|
Номер образца |
10 |
11 |
12 |
13 |
|
d, мм |
3,6 |
5,0 |
7,2 |
9,6 |
|
S, мм2 |
10 |
20 |
40 |
70 |
1. Углы притупить.
2. * Размеры для справок маркировать у отверстий
Черт. 2
ИСПЫТАТЕЛЬНЫЕ ОБРАЗЦЫ ДЛЯ НАКЛОННОГО ПРЕОБРАЗОВАТЕЛЯ
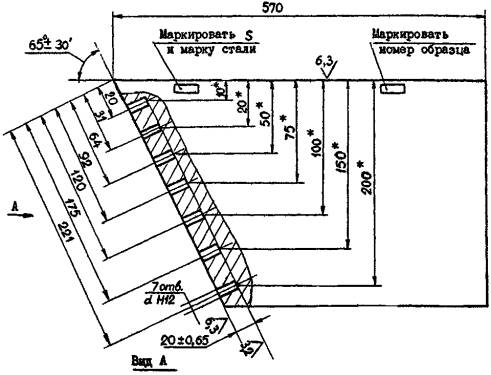
|
Номер образца |
14 |
15 |
16 |
17 |
|
d, мм |
3,6 |
5,0 |
7,2 |
9,6 |
|
S, мм2 |
10 |
20 |
40 |
70 |
1. Углы притупить.
2. * Размеры для справок маркировать у отверстий.
Черт. 3
ПРИЛОЖЕНИЕ 3
Справочное
ВИДЫ КОНТАКТНЫХ СРЕД
1. Контактная среда Черновицкого машиностроительного завода им. Дзержинского
1.1. Контактная среда, предложенная Черновицким машзаводом (авторское свидетельство № 188116), представляет собой водный раствор полиакриламида и нитрита натрия в следующем соотношении (%):
полиакриламид...... от 0,8 до 2,0
нитрит натрия......... " 0,4 " 1,0
вода........................... " 98,8 " 97,0
1.2. Способ приготовления
В сосуд объемом около 10 л, снабженный мешалкой с угловой скоростью 800 - 900 об/мин, загружают 4 л воды и 1,5 кг 8 %-ного технического полиакриламида, перемешивают в течение 10 - 15 мин до получения однородного раствора. Затем прибавляют 600 мл 100 %-ного раствора нитрита натрия.
2. Контактная среда на основе карбоксиметилцеллюлозы (КМЦ)
Контактная среда (авторское свидетельство № 868573) представляет собой водный раствор КМЦ, синтетического мыла и глицерина по ГОСТ 6259-75 в следующем соотношении (%):
мыло синтетическое жирных кислот фракций С5-С6 или C10-C13
(25 %-ный раствор)..................................................... от 7 до 15
карбоксиметилцеллюлоза (КМЦ)............................... " 3 " 5
глицерин........................................................................ " 1 " 8
вода.................................................................................. остальное
Промышленность выпускает карбоксиметилцеллюлозу (КМЦ) марок 85/250, 85/350 и др. по МРТУ 6-05-1098-67 в мелкозернистом, волокнистом и порошкообразном состояниях.
Контактную среду получают путем размешивания карбоксиметилцеллюлозы в воде. Порядок ее приготовления следующий: в стальной бачок с мешалкой наливают воду, загружают КМЦ, глицерин и мыло, и смесь размешивают в течение 5 - 10 мин; затем раствор выдерживают 5 - 6 ч до полного растворения КМЦ.
Срок хранения среды на основе КМЦ - два месяца. При испарении воды нужную вязкость контактной среды восстанавливают путем добавления воды и размешивания раствора.
Примечание. Расход контактной среда любого вида составляет примерно 0,3 кг на 1 м2 поковки или штамповки.
ПРИЛОЖЕНИЕ 4
Рекомендуемое
СПОСОБЫ ИЗМЕРЕНИЯ РАБОЧЕЙ ЧАСТОТЫ
Рабочую частоту ультразвуковых колебаний, излучаемых и принимаемых преобразователем, рекомендуется измерять радиотехническими способами (черт. 1, 2):
с применением генератора задержанных импульсов и осциллографа;
путем получения сигнала на экране осциллографа непосредственно от дефектоскопа;
путем снятия амплитудно-частотной характеристики (АЧХ) преобразователя и измерения резонансной частоты частотомером.
По схеме «а» (черт. 1а) ультразвуковой дефектоскоп 1 типов ДУК-66, ДУК-66ПМ, (ДУК-66П) с прямым 6 или наклонным 5 преобразователем соединяют кабелем с генератором задержанных импульсов 2 типа Г5-15 и осциллографом 3 типа C1-54. Работу генератора синхронизируют с дефектоскопом и осциллографом, что позволяет выделить на экране осциллографа эхо-сигнал от цилиндрической поверхности стандартного образца № 3 по ГОСТ 14782-76.
По схеме «б» (черт. 1б) предварительно выделенный эхо-сигнал с выхода усилителя (точка 1 - KT4, черт. ЩЮ 2.048.068Э3) дефектоскопа ДУК-66П или ДУК-66ПМ (для ДУК-66 гнездо Б2 разъема Ш2) подают непосредственно на осциллограф 3 типа C1-54 или C1-55. Для дефектоскопа ДУК-66 переключатель «Форма сигнала» устанавливают в положение «Видеосигнал». Путем регулировки на экране осциллографа выделяют эхо-сигнал от поверхности стандартного образца № 3. Для удобства наблюдения и повышения точности определения периода колебаний вместо сигнала от образца № 3 допускается использовать сигнал от двугранного угла испытательного образца толщиной 6 - 8 мм. Данную схему можно применять при отсутствии генератора задержанных импульсов.
Период эхо-сигнала Т определяют по шкале калиброванной развертки осциллографа 3. Рабочую частоту f рассчитывают по формуле:
![]()
Измеряя период эхо-сигнала Т в микросекундах, получают рабочую частоту f в мегагерцах (МГц).
Порядок работы генератором 2 и осциллографом 3 указан в инструкциях по эксплуатации этих приборов.
Схема, приведенная на черт. 2, служит для измерения частоты ультразвуковых колебаний преобразователя в сборе или пьезоэлемента отдельно. К прибору 2 для измерения амплитудно-частотных характеристик X1-48 подключают либо преобразователь, либо пьезоэлемент через соответствующее контактное устройство. Для измерения рабочей частоты с большей точностью в режиме «Стоп-метка» подключают к прибору X1-48 электронно-счетный частотомер 1 типа Ч3-34А, запускаемый от прибора X1-48. На черт. 3 приведены типичные амплитудно-частотные характеристики пьезоэлемента и преобразователя. Устанавливая стоп-метку прибора на первый минимум от начала шкалы, получают на индикаторах частотомера значение резонансной частоты ультразвуковых колебаний пьезоэлемента или преобразователя.
Допускается определять рабочую частоту ультразвуковых колебаний преобразователя по способу, рекомендованному ГОСТ 14782-76, с применением стандартных образцов № 3 и 4. Порядок определения частоты изложен в инструкции по эксплуатации КОУ-2. Погрешность измерения частоты этим способом составляет ±15 %.
СХЕМЫ ИЗМЕРЕНИЯ ЧАСТОТЫ УЗК
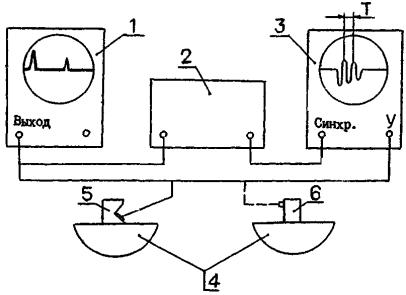
а
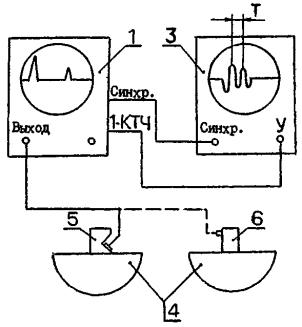
б
1 -
ультразвуковой
дефектоскоп ДУК-66 или ДУК-66ПМ; 2 - генератор типа Г5-15; 3 - осциллограф
типа C1-54 или C1-55;
4 - стандартный образец № 3 (ГОСТ
14782-76); 5 -
наклонный преобразователь; 6 - прямой
преобразователь
Черт. 1
УСТАНОВКА ДЛЯ СНЯТИЯ ЧАСТОТНЫХ ХАРАКТЕРИСТИК И ИЗМЕРЕНИЯ ЧАСТОТЫ УЛЬТРАЗВУКА
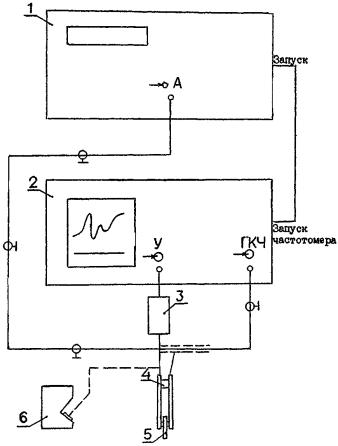
1 -
электронно-счетный частотомер Ч3-34А; 2 - прибор для исследования
амплитудно-частотных характеристик X1-48;
3 - детекторная головка из комплекта X1-48; 4 - контактная группа; 5 - пьезопреобразователь; 6 - преобразователь
Черт. 2
ВИД АМПЛИТУДНО-ЧАСТОТНЫХ ХАРАКТЕРИСТИК НА ЭКРАНЕ ПРИБОРА X1-48

а
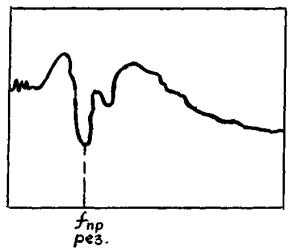
б
а - пьезоэлемента; б - преобразователя
Черт. 3
ПРИЛОЖЕНИЕ 5
Обязательное
АРД-ДИАГРАММЫ
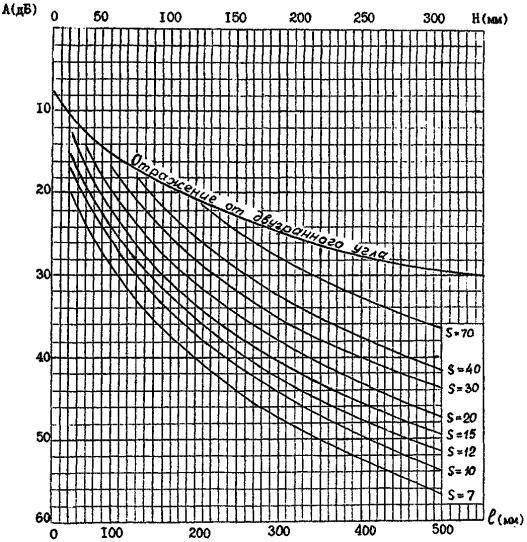
АРД-диаграммы (черт. 1 - 6) служат для безэталонной настройки уровня фиксации дефектоскопа по донному сигналу от противоположной грани поковки для прямых и Р-С преобразователей, по эхо-сигналу от двугранного угла в поковке для наклонных преобразователей и для определения площади обнаруженных дефектов. По оси ординат указана величина амплитуды А эхо-сигнала в децибелах, по оси абсцисс - толщина контролируемой поковки (или глубина залегания отражателя). На АРД-диаграммах построено несколько кривых: кривая амплитуды донного эхо-сигнала или сигнала от двугранного угла и кривые зависимости амплитуды эхо-сигнала от толщины Н (глубины залегания отражателя) контролируемой поковки для каждого значения площади дефекта.
В приложение входят следующие АРД-диаграммы:
для прямого и Р-С преобразователей на рабочую частоту 2,5 МГц с диаметром пьезопластины 12 мм (см. черт. 1);
для прямого преобразователя на рабочую частоту 1,25 МГц с диаметром пьезопластины 18 мм (см. черт. 2);
для прямого преобразователя на рабочую частоту 0,6 МГц с диаметром пьезопластины 18 мм (см. черт. 3);
для наклонного преобразователя с углом наклона акустической оси 30° на рабочую частоту 2,5 МГц с диаметром пьезопластины 12 мм (см. черт. 4);
для наклонного преобразователя с углом наклона акустической оси 40° на рабочую частоту 2,5 МГц с диаметром пьезопластины 12 мм (см. черт. 5);
для наклонного преобразователя с углом наклона акустической оси 50° на рабочую частоту 2,5 МГц с диаметром пьезопластины 12 мм (см. черт. 6).
АРД-диаграммы вычерчиваются на бумаге или могут изготавливаться фотоспособом. Рамка АРД-диаграммы имеет размеры 220×150 мм.
Накладная шкала изготавливается также фотоспособом на фотографической пленке. В правом верхнем углу делается маркировка. Размеры рамки шкалы равны размерам рамки АРД-диаграммы.
Угол наклона линий γ на накладной шкале определяется коэффициентом затухания. Значения угла γ в зависимости от коэффициента затухания приведены в таблице.
|
Коэф. затухания, дБ/см |
0,05 |
0,1 |
0,15 |
0,2 |
0,25 |
0,3 |
0,35 |
0,4 |
0,45 |
0,5 |
0,55 |
0,6 |
|
γ, ...° |
6 |
11 |
16 |
22 |
26 |
30 |
34 |
38 |
41 |
44 |
46 |
49 |
При контроле АРД-диаграмму и накладную шкалу совмещают так, чтобы их рамки совпали, и закрепляют скрепками. Для удобства пользования при контроле скрепленные накладную шкалу и АРД-диаграмму можно положить на планшет. Планшет представляет собой лист пластика или дюралюминия толщиной 3 - 4 мм размером 240×170 мм.
Допускается применение различных дефектоскопических приспособлений, облегчающих использование АРД-диаграмм, например, дефектоскопической линейки (Разработчик - ПО «Уралхиммаш», СТП 0112-701-81).
АРД-ДИАГРАММА ДЛЯ ПРЯМОГО ПРЕОБРАЗОВАТЕЛЯ
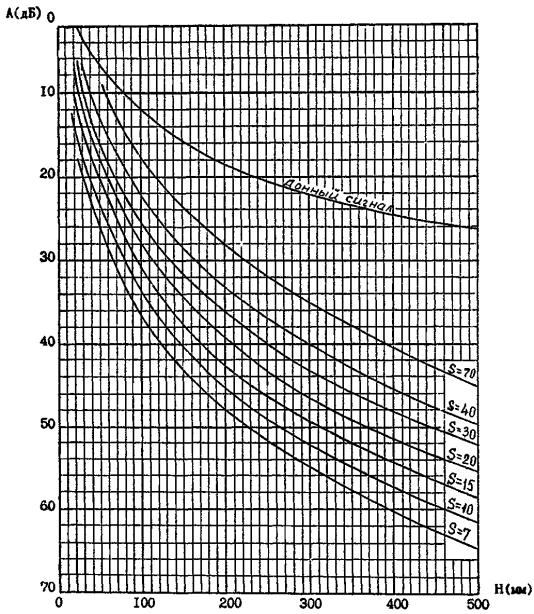
S - площадь отражателя (мм2); f = 2,5 МГц; D = 12 мм; λ = 2,34 мм
Черт. 1
АРД-ДИАГРАММА ДЛЯ ПРЯМОГО ПРЕОБРАЗОВАТЕЛЯ
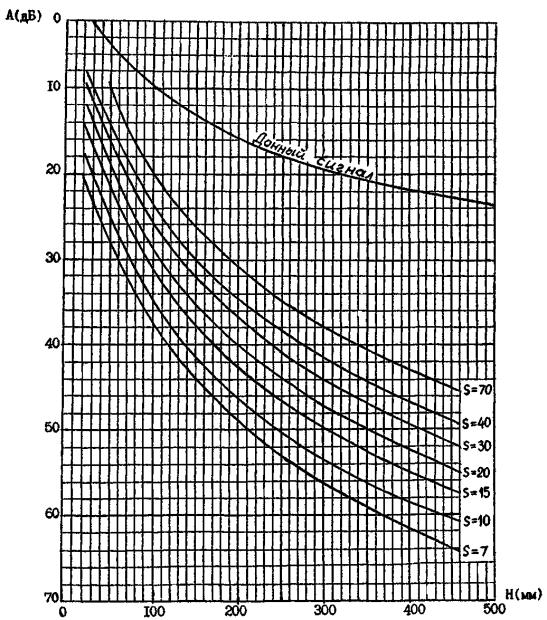
S - площадь отражателя (мм2); f = 1,25 МГц; D = 18 мм; λ = 3,9 мм
Черт. 2
АРД-ДИАГРАММА ДЛЯ ПРЯМОГО ПРЕОБРАЗОВАТЕЛЯ
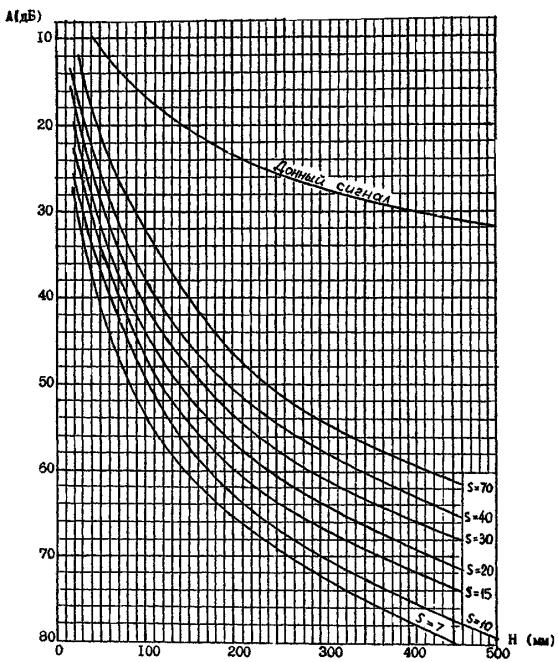
S - площадь отражателя; f = 0,6 МГц; D = 18 мм; λ = 9,75 мм
Черт. 3
АРД-ДИАГРАММА ДЛЯ НАКЛОННОГО ПРЕОБРАЗОВАТЕЛЯ

S - площадь отражателя (мм2); β = 30° (α = 39°); f = 2,5 МГц; D = 12 мм; λ = 1,27 мм
Черт. 4
АРД-ДИАГРАММА ДЛЯ НАКЛОННОГО ПРЕОБРАЗОВАТЕЛЯ
S - площадь отражателя (мм2); β = 40° (α = 51°); f = 2,5 МГц; D = 13 мм; λ = 1,27 мм
Черт. 5
АРД-ДИАГРАММА ДЛЯ НАКЛОННОГО ПРЕОБРАЗОВАТЕЛЯ

S - площадь отражателя (мм2); β = 50° (α = 65°); f = 2,5 МГц; D = 12 мм; λ = 1,27 мм
Черт. 6
НАКЛАДНАЯ ШКАЛА ИЗ РЕНТГЕНОВСКОЙ ПЛЕНКИ

Черт. 7
ПРИЛОЖЕНИЕ 6
Рекомендуемое
ОПОРА ДЛЯ НАКЛОННЫХ ПРЕОБРАЗОВАТЕЛЕЙ
|
|
|
|
|
|
|
Размеры, мм |
Материал |
a |
l |
h |
k |
|
Исполнение I |
Сталь Ст3 ГОСТ 14637-69 |
27 |
18 |
34 |
40 |
|
Исполнение II |
20 |
10 |
23 |
28 |
а
б
а - чертеж опоры; б - схема установки опоры
ПРИЛОЖЕНИЕ 7
Обязательное
ПОКАЗАТЕЛИ ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ К ПОКОВКАМ ПО РЕЗУЛЬТАТАМ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
(Согласно рекомендациям ГОСТ 24507-80)
|
Тип преобразователя, толщина Н, мм |
Уровень фиксации, мм2 |
Браковочный уровень, мм2 |
Минимально допустимое количество n непротяженных дефектов в скоплении диаметром, мм |
|
|
Д |
n |
|||
|
Прямой преобразовать |
|
|
|
|
|
H ≤ 250 |
10 |
20 |
100 |
3 |
|
250 < Н ≤ 400 |
20 |
40 |
200 |
6 |
|
Н > 400 |
40 |
70 |
200 |
б |
|
Наклонный преобразователь |
|
|
|
|
|
H ≤ 150 |
10 |
20 |
100 |
3 |
|
150 < H ≤ 200 |
20 |
40 |
200 |
6 |
|
Н > 200 |
40 |
70 |
200 |
6 |
На поковках и штамповках любых размеров для мест, подлежащих приварке к другим деталям, рекомендуются следующие показатели технических требований для прямых и наклонных преобразователей: S0 = S1 = 10 мм2, Д = 100 мм, n = 3 для всей глубины проплавления и на расстоянии 100 мм от кромки свариваемых элементов.
ПРИЛОЖЕНИЕ 8
Рекомендуемое
ФОРМА ПРОТОКОЛА
Штамп предприятия
ПРОТОКОЛ
ультразвукового контроля качества поковок
Объем контроля
Материал
|
Заказ, изделие |
Номер поковки |
Габариты |
Оценка качества |
Оценка качества после исправления дефектов и повторного контроля |
Примечание |
Начальник лаборатории
Дефектоскописты:
ЛИТЕРАТУРА
1. ГОСТ 24507-80. Контроль неразрушающий. Поковки из черных и цветных металлов.
2. ГОСТ 23829-79. Контроль неразрушающий акустический. Термины и определения.
3. ГОСТ 14782-76. Контроль неразрушающий. Швы сварные. Методы ультразвуковые.
4. ГОСТ 23667-79. Контроль неразрушающий. Дефектоскопы ультразвуковые. Методы измерения основных параметров.
5. ГОСТ 15809-70. Стекло органическое конструкционное.
6. ГОСТ 19906-74. Нитрит натрия технический. Технические условия.
7. ГОСТ 20010-74. Перчатки резиновые технические. Технические условия.
8. ГОСТ 20415-82. Контроль неразрушающий. Методы акустические. Общие положения.
9. ГОСТ 1050-74. Сталь углеродистая качественная, конструкционная. Технические условия.
10. ГОСТ 2789-73. Шероховатость поверхности. Параметры и характеристики.
11. ГОСТ 12.1.005-76. ССБТ. Воздух рабочей зоны. Общие санитарно-гигиенические требования.
12. ГОСТ 12.1.004-76. ССБТ. Пожарная безопасность. Общие требования.
13. ГОСТ 12.3.002-75. ССБТ. Процессы производственные. Общие требования безопасности.
14. ГОСТ 12.1.003-76. ССБТ. Шум. Общие требования безопасности.
15. ГОСТ 12.2.007.0-75. ССБТ. Изделия электротехнические. Общие требования безопасности.
16. ГОСТ 12.2.007.14-75. ССБТ. Кабели и кабельная арматура. Требования безопасности.
17. ГОСТ 12.1.007-76. ССБТ. Вредные вещества. Классификация и общие требования безопасности.
18. ГОСТ 12.1.030-81. ССБТ. Электробезопасность. Защитное заземление, зануление.
19. ГОСТ 12.4.051-78. ССБТ. Средства индивидуальной защиты органов слуха. Общие технические условия.
20. ОСТ 26-291-79. Сосуды и аппараты стальные сварные. Технические требования.
21. СТП 0112-701-81. Машины и аппараты химического машиностроения. Ультразвуковой контроль. Свердловск, Уралхиммаш, 1981.
22. СН 245-71. Санитарные нормы проектирования промышленных предприятий. - М., 1972.
23. Санитарные нормы и правила при работе с оборудованием, создающим ультразвук, передаваемый контактным путем на руки работающих, № 2282-80. - М., 1982.
СОДЕРЖАНИЕ