
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРОКАТ ПОЛОСОВОЙ
ГОРЯЧЕКАТАНЫЙ ДЛЯ ПЛАКИРОВАНИЯ
ИЗ УГЛЕРОДИСТОЙ КАЧЕСТВЕННОЙ
И ВЫСОКОКАЧЕСТВЕННОЙ СТАЛИ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 803-81
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ПРОКАТ ПОЛОСОВОЙ
ГОРЯЧЕКАТАНЫЙ Технические условия Hot-rolled strips of carbon high-grade steel for plating. Specifications |
ГОСТ |
Дата введения 01.01.83
Настоящий стандарт распространяется на горячекатаный полосовой прокат (далее - прокат) из углеродистой качественной и высококачественной стали, предназначенный для изготовления плакированных полос методом горячей прокатки.
1. МАРКИ И СОРТАМЕНТ
1.1. Прокат должен изготовляться из стали марок 11кп, 18кп, 11ЮА, 18ЮА.
1.2. Химический состав стали марок 11ЮА, 18ЮА должен соответствовать нормам, указанным в табл. 1, стали марок 11кп, 18кп - ГОСТ 1050.
В прокате из стали марок 11кп, 18кп допускаются отклонения по массовой доле углерода, марганца и фосфора, установленные ГОСТ 1050.
Таблица 1
|
Массовая доля элементов, % |
||||||
|
углерода |
марганца |
алюминия |
кремния |
серы |
фосфора |
|
|
не более |
||||||
|
11ЮА |
0,08-0,13 |
0,30-0,50 |
0,02-0,07 |
0,13 |
0,025 |
0,025 |
|
18ЮА |
0,16-0,22 |
0,20-0,40 |
0,02-0,07 |
0,13 |
0,025 |
0,025 |
Примечание. Остаточная массовая доля элементов в сталях марок 11ЮА, 18ЮА не должна превышать: хрома - 0,15 %, никеля - 0,25 %, меди - 0,20 %. В стали марок 18кп и 18ЮА массовая доля хрома допускается не более 0,20 % при массовой доле углерода не более 0,18 %.
(Измененная редакция, Изм. № 1).
1.3. Размеры полос должны соответствовать указанным в табл. 2. По согласованию изготовителя с потребителем допускается изготовление полос других размеров.
1.4. Косая плоскость при резке не должна превышать 5 мм.
Таблица 2
мм
|
Толщина |
Ширина |
Ширина для плакирования* |
Длина |
|||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|
|
11кп 11ЮА |
22 |
+0,4 -1,0 |
300 |
+5,0 -2,0 |
295 |
+5,0 -2,0 |
445, 510 |
+10 |
|
18кп 18ЮА |
32 |
260 |
250 |
430 |
||||
* Ширина полосы за вычетом суммарной выпуклости боковых граней.
Пример условного обозначения полосы из стали марки 11кп размером 22´300´445 мм:
Полоса 22´300´445 - 11кп ГОСТ 803-81
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Прокат изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Прокат изготовляют без термической обработки с травленой поверхностью.
2.3. Макроструктура проката из стали марок 11ЮА, 18ЮА, не должна иметь остатков усадочной раковины, подусадочной рыхлости, расслоений, подкорковых пузырей, свищей, инородных неметаллических макровключений.
Нормы химической неоднородности распределения серы в поперечном сечении полос из стали марок 11кп, 18кп устанавливаются по согласованию изготовителя с потребителем.
(Измененная редакция, Изм. № 1).
2.4. Загрязненность неметаллическими включениями проката из стали марок 11кп и 18кп не должна превышать третий балл шкалы эталонов, приведенных в приложении.
оксиды строчечные - балл 3,0;
сульфиды - балл 3,0.
Допускается на одном шлифе загрязненность четвертого балла.
2.6. На поверхности полос не допускаются прокатные плены, закаты, раскатанные загрязнения, раскатанные пузыри, остатки окалины, поперечные царапины, пятна загрязнения. На боковых гранях полос не допускаются рванины.
2.7. На поверхности полос допускаются отпечатки, риски, продольные царапины глубиной не более 0,4 мм, а также рябизна и ржавчина, не препятствующие выявлению других поверхностных дефектов.
2.8. Дефекты поверхности полос могут быть удалены пологой зачисткой кругом с зернистостью абразивного материала не более № 80 по ГОСТ 3647.
Глубина зачистки не должна превышать половины суммы предельных отклонений по толщине. Ширина зачистки должна быть не менее пятикратной глубины.
2.9. На торцах полос не допускаются остатки усадочной раковины, подусадочная рыхлость, расслоения, инородные неметаллические макровключения. Заусенцы на торцах должны быть зачищены.
(Измененная редакция, Изм. № 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Прокат предъявляют к приемке партиями. Партия должна состоять из полос одной плавки, одного размера и оформлена одним документом о качестве. Масса партии должна быть не более 100 т и не менее 20 т.
3.2. При контроле качества стали от партии отбирают:
для химического анализа - три полосы;
для проверки размеров и качества поверхности - двадцать полос;
для проверки макроструктуры и контроля неоднородности распределения серы - две полосы;
для проверки загрязненности неметаллическими включениями - две полосы.
(Измененная редакция, Изм. № 1).
3.3. При получении неудовлетворительных результатов проверки хотя бы по одному из показателей повторную проверку проводят по ГОСТ 7566.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Химический анализ стали проводят по ГОСТ 22536.0 - ГОСТ 22536.12, ГОСТ 22536.14. Отбор проб для химического анализа проводят по ГОСТ 7565.
4.3 Контроль макроструктуры стали марок 11ЮА, 18ЮА проводят методом травления по ГОСТ 10243.
Контроль химической неоднородности распределения серы в поперечном сечении полос из стали марок 11кп, 18кп проводят методом снятия серного отпечатка по ГОСТ 10243 и сравнением его с согласованной шкалой.
При содержании серы в ковшевой пробе не более 0,024 % в стали марки 11кп и 0,026 % - 18кп контроль распределения серы не проводят.
(Измененная редакция, Изм. № 1).
4.4. Оценку загрязненности неметаллическими включениями проводят на шести шлифах:
стали марок 11кп, 18кп - по прилагаемым эталонам;
стали марок 11ЮА, 18ЮА - по ГОСТ 1778 методом Ш3.
Оценку загрязненности неметаллическими включениями при повторных испытаниях проводят на восьми шлифах.
Изготовление микрошлифов для оценки загрязненности стали неметаллическими включениями производят по ГОСТ 1778.
4.6. Допускается применение других методов измерений и испытаний, обеспечивающих требуемую точность и достоверность.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Содержание маркировки, наносимой на ярлык, должно соответствовать требованиям ГОСТ 7566.
Маркировка, наносимая на торец полосы, должна содержать обозначение номера плавки, а по требованию потребителя - и обозначение марки стали.
(Измененная редакция, Изм. № 1).
5.2. Транспортные пакеты формируют на поддонах, изготовляемых по нормативно-технической документации.
5.3. Транспортная маркировка - по ГОСТ 14192.
5.4. Транспортирование полос производят в крытых железнодорожных вагонах в соответствии с правилами перевозок и условиями погрузки и крепления грузов, утвержденными Министерством путей сообщения СССР.
В один вагон отгружают не более трех партий.
5.5. Хранение продукции - по группе ОЖ3 ГОСТ 15150.
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ
Обязательное
Эталоны загрязненности неметаллическими включениями стали марок 11кп, 18кп (увеличение 100х)
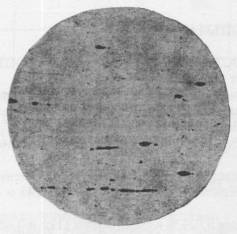
Балл 1
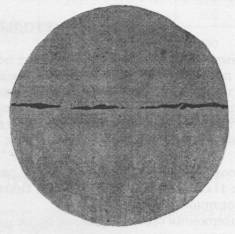
Балл 2
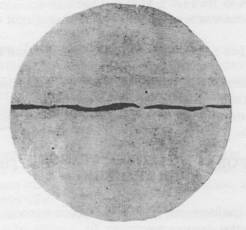
Балл 3
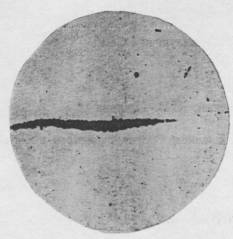
Балл 4

Балл 5
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
Л.А. Смирнов, В.И. Сырейщикова, В.А. Рабовский, Л.Н. Сиунова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.10.81 № 4709
3. ВЗАМЕН ГОСТ 803-66
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 1778-70 |
|||
|
ГОСТ 7565-81 |
|||
|
ГОСТ 7661-67 |
|||
|
ГОСТ 10243-75 |
|||
|
|
|
5. Ограничение срока действия снято по Протоколу № 2-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 2-93)
6. ПЕРЕИЗДАНИЕ (октябрь 1997 г.) с Изменением № 1, утвержденным в июне 1987 г. (ИУС 11-87)
СОДЕРЖАНИЕ
|
5. Маркировка, упаковка, транспортирование и хранение. 3 Приложение Эталоны загрязненности неметаллическими включениями стали марок 11кп, 18кп. 3 |